 |
|
МЕНЮ
|
Дипломная работа: Расчет технологического потока по изготовлению брюк женских для младшей возрастной группыАнализ производится расчетным и графическим методами. Коэффициент согласования Кс определяющий загруженность потока, определяется по формуле (18).
где Tизд - трудоемкость изделия в потоке, сек, Nф - фактическое количество рабочих, ф - такт потока, сек.
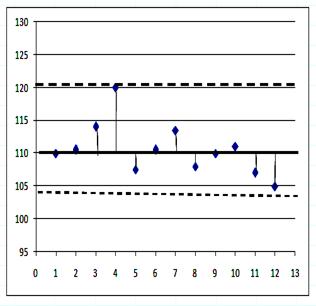
Так как Кс =1,00 поток в целом считается согласованным правильно. Графический анализ производится по графику синхронности, диаграмме синхронности операций и монтажному графику – схеме перемещения полуфабриката. Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями. На основании монтажного графика решается вопрос о возможности и целесообразности разбивки потока на отдельные секции, расставляются внутрипроцессные транспортные средства.
Рисунок 10- График синхронности
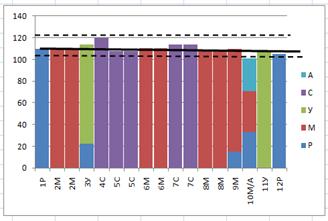
Рисунок 11- Диаграмма синхронности 3.5 Расчет и анализ технико-экономических показателей потока Окончательный итог организационно-технологического построения швейных потоков подводится расчетом основных технико-экономических показателей (ТЭП), оценивающих процесс организации труда в потоке. Технико-экономические показатели процесса рассчитываются на основе организационно-технологической схемы потока. Показатели рассчитываются по следующим формулам: 1.Выработка на одного рабочего в смену (производительность труда) характеризует технический уровень потока и рассчитывается по формуле (20):
где Мсм - выпуск в смену, ед, N р - расчетное количество рабочих, чел. 2. Средний тарифный разряд рассчитывается по формуле(21):
3. Средний тарифный коэффициент Qср рассчитывается по формуле (22):
Показатели Qср и rcp характеризуют квалификационную сторону применяемой технологии, но не прогрессивность потока. 4. Стоимость обработки единицы изделия Ризд, руб.: Pизд =∑Рi , =10,85руб. (23) где: Рi - сумма расценок по организационным операциям
где: Ст дн 1 раз - дневная тарифная ставка 1 разряда; Ст час - часовая тарифная ставка 1 разряда; сумма тарифных коэффициентов (графа 17); Qср - средний тарифный коэффициент; Мсм - выпуск в смену; ПТ - выработка на 1 рабочего в смену. 5.Коэффициент механизации потока К Км. рассчитывается по формуле (27):
где: ∑t м, ∑t с, ∑t п, ∑tа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 6.Коэффициент использования оборудования рассчитывается по формуле(28):
где: Ки.о. – характеризует качество разделения труда по специализации рабочих мест. 7. Съем продукции с 1 м2 производственной площади рассчитывается по формуле(29):
где: Мсм - выпуск изделий в смену, ед.; Sпот - площадь потока, м2. Технико-экономические показатели проектируемого потока представлены в таблице 3.7. Таблица 3.7 - Технико-экономические показатели проектируемого потока
3.6 Сводная таблица оборудования и рабочих мест После завершения расчетов ТЭП приводится сводная таблица применяемого в потоке оборудования (табл. 3.7.Сводная таблица оборудования и рабочих мест потока составляется на основании технологической схемы потока. Таблица3.7-Сводная таблица оборудования потока
При составлении сводки оборудования количество запасного оборудования рассчитывается в пределах 10% от основного, но не менее одной машины, поломка которой в процессе вызовет резкое увеличение времени изготовления изделия. Резервное оборудование может планироваться только на универсальные машины из расчета одна резервная машина на 7-10 подряд идущие машины. На ручные и утюжильные операции, прессы и аппараты запасные и резервные места не планируются. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.