 |
|
МЕНЮ
|
Контрольная работа: Розрахунок режимів різання при обробці деталі
Згідно з рекомендаціями [С-1, с. 104, 3] розрахунок вестимемо у наступній послідовності: 1. Розрахуємо довжину робочого ходу:
де
у = 4 мм – довжина підводу, врізання і перебігу інструменту, визначається за [дод. 3, с. 303, 3] в залежності від виду обробки і діаметру оброблюваного отвору. 2. По карті [С-2, с. 110–114, 3] призначимо подачу на оберт: - виходячи із умов обробки, група подач – І [С-2, с. 110, 3]; - оскільки оброблюваний
матеріал – чавун, відношення довжини різання до діаметру < 3, згідно з [С-2,
с. 112, 3] рекомендована подача на оберт - остаточно приймаємо
найближчу подачу на оберт за паспортом верстату: 3. За картою [С-3, с. 114, 3] визначаємо період стійкості інструменту:
де
4. Визначаємо швидкість різання та число обертів шпинделя за хвилину: - визначаємо розрахункову швидкість різання для обробки сірого чавуну:
де
- визначаємо розрахункове значення числа обертів шпинделя:
- уточнюємо фактичне
значення частоти обертання за паспортом верстату, приймаючи найближче значення,
- уточнюємо фактичне значення швидкості різання о прийнятому значенню числа обертів:
5. Розраховуємо основний машинний час обробки:
6. Виконуємо перевірочні розрахунки: - визначаємо осьову силу різання:
де
- визначаємо потужність різання:
де
Знайдені значення потужності різання та осьової сили не перевищують допустимі за паспортом верстату. 3.2 Розрахунок режимів різання розрахунково-аналітичним методом Чорнове фрезерування (операція 15) Вихідні дані: матеріал: СЧ20, HB 230, вид обробки: фрезерування інструмент: фреза торцева ш160 , матеріал твердосплавних пластин – ВК6, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80); шорсткість поверхні після обробки : Rz = 40 мкм; обробка без охолодження згідно [табл. 39, с. 288, 1]; глибина фрезерування: t = 1,8 мм (рівна припуску на обробку на цьому переході); довжина оброблюваної поверхні: l = 318 мм (за кресленням); верстат: 6Р13Ф3; потужність двигуна головного руху: 7,5 кВт; діапазон частоти обертання шпинделя: 40...2000 об/хв; діапазон подач за координатами X, Y, Z: 3...4800 мм/хв; число ступенів регулювання частоти обертання: 18; регулювання: ступінчасте. Частота обертання шпинделя верстата мод. 6Р13Ф3, хв-1
Подачі верстату мод. 6Р13Ф3, мм/хв
Розрахунок режиму різання будемо вести у наступній послідовності: 1. Визначаємо подачу: Приймаємо подачу на зуб фрези sz в межах 0,14...0,24 мм/зуб за [табл. 33, с. 283, 1] в залежності від потужності верстата (5...10 кВт), оброблюваного та оброблюючого матеріалів. Враховуючи примітку до [табл. 33, с. 283, 1], оскільки ширина фрезерування більша 30 мм, зменшуємо табличне значення подачі на 30%: sz ≈ 0,1 мм/зуб. Тоді подача на оберт складе:
2. Визначимо швидкість різання (колову швидкість фрези):
де D = 160 мм – діаметр фрези; B = 46 мм – ширина фрези; z = 16 – кількість зубів інструменту. Значення коефіцієнта СV та показників степенів в цій формулі визначаємо за [табл. 39, с. 288, 1] в залежності від типу фрези, виду операції, матеріалу ріжучої частини: СV = 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32. Т = 190 хв – період стійкості фрези за [табл. 40, с. 290, 1]; Загальний поправочний коефіцієнт на швидкість різання:
В цій формулі: За [табл. 1, с. 261, 1] поправочний коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання для сірого чавуну:
де За [табл. 5, с.
263, 1] визначаємо поправочний коефіцієнт, що враховує вплив стану поверхні заготовки
на швидкість різання за: За [табл. 6, с. 263, 1]
визначаємо поправочний коефіцієнт, що враховує вплив інструментального матеріалу
на швидкість різання: Отже, розрахункова швидкість різання:
3. Розрахункова частота обертання інструменту:
4. Хвилинна подача:
5. Узгодимо за паспортними
даними верстата і остаточно приймемо фактичну частоту обертання: Тоді фактична хвилинна
подача: Уточнимо значення швидкості різання:
6. Визначимо значення складових сили різання: Знайдемо значення головної складової сили різання (при фрезеруванні – колова сила):
Значення коефіцієнта Ср та показників степенів в цій формулі визначаємо за [табл. 41, с. 291, 1] в залежності від типу фрези, оброблюваного і оброблюючого матеріалів: Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0. Поправочний коефіцієнт
на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 1]: Отже, колова сила дорівнює:
Величини решти складових сили різання визначаємо із їх співвідношення з головною складовою – коловою силою за [табл. 42, с. 292, 1]: Горизонтальна сила
(сила подачі): Вертикальна сила:
Радіальна сила: Осьова сила: 7. Визначимо крутний момент на шпинделі:
8. Ефективна потужність різання:
9. Основний технологічний час згідно [п. ІІ , с. 190, 4] та [п. 2.2.6., с. 104, 2]:
де L – довжина шляху, що проходить інструмент в напрямку подачі; l – довжина оброблюваної поверхні (за кресленням) = 318 мм; l1 – величина на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 6, с. 378, 4] в залежності від типу фрези (торцева), схеми її установки (симетрична) й ширини фрезерування (за кресленням = 220 мм); sхв – хвилинна подача фрези, визначена раніше; Чорнове розточування (операція 15) Вихідні дані: матеріал: СЧ20, HB 230, вид обробки: розточування інструмент: розточувальний різець 2142-0444 з пластинами з твердого сплаву ВК6 за ГОСТ 9795–84 типу 4, виконання 1; глибина фрезерування: t = 1,6 мм (рівна припуску на обробку на цьому переході); нормативний період стійкості різців за [Д. 2.10., с.459, 2]: Т = 30 хв; діаметри обробки: ш92 мм та ш82 мм (на подальших операціях напівчистового і чистового розточування отвори будуть оброблені до діаметрів, вказаних на кресленні ш95Н7 та ш85Н7); довжини оброблюваних поверхонь: 45 мм і 35 мм (за кресленням); верстат: 6Р13Ф3 (характеристики наведені вище). Розрахунок режиму різання будемо вести у наступній послідовності: 1. Для чорнового розточування за [табл. 12, с.267, 1] при заданому перерізі різця та глибині різання рекомендується подача S = 0,2...0,3 мм/об. Приймаємо подачу S = 0,22 мм/об. 2. Швидкості різання визначатимемо за формулами теорії різання, згідно [п. 3, с.265, 1]:
Значення коефіцієнтів в цій формулі знаходимо за [табл. 17, с.266, 1]:
Швидкісний коефіцієнт:
В цій формулі: За [табл. 1, с. 261, 1]:
За [табл.
5, с. 263, 1]: За [табл.
6, с. 263, 1]: Отже, загальний швидкісний
коефіцієнт: При внутрішній обробці (розточуванні) згідно рекомендацій за [табл. 17, с. 270, 1] на швидкість різання додатково водиться поправочний коефіцієнт 0,9: Таким чином швидкість різання:
3. Розрахункова частота
обертання шпинделя визначається за наступною формулою: Поверхня 1 (ш92 мм):
Поверхня 2 (ш82 мм):
4. Уточнюємо значення
швидкості різання: Поверхня 1 (ш92 мм):
Поверхня 2 (ш82 мм): 5. Визначаємо сили різання при обробці: Величини тангенційної PZ, радіальної PY і осьової PX складових сили різання при розточуванні визначаються за формулою:
За [табл. 22, с. 274, 1] знаходимо коефіцієнти для визначення складових сили різання:
Поправочний коефіцієнт на силу різання являє собою добуток наступних коефіцієнтів:
За [табл.9, с.264 і табл.23, с.275, 1] визначаються поправочні коефіцієнти для складових сили різання в залежності від: - механічних властивостей матеріалу, що оброблюється:
Поправочні коефіцієнти що враховують вплив геометричних параметрів: - головного кута в плані: КРцХ = 1,11; КРцУ =0,77; КРцZ = 0,94; - переднього кута: КРгХ = КРгУ = КРгZ =1,0; - кута нахилу різальної кромки: КРлХ = 0,8; КРлУ = 1,3; КРлZ = 1,0. Тоді:
Складові сили різання:
6. Потужність різання
розраховують за формулою: Поверхня 1 (ш92 мм):
Поверхня 2 (ш82 мм):
7. Визначення основного часу: Основний технологічний час на перехід, підраховується за формулою згідно [р. ІІ , с. 55, 4]:
Поверхня 1 (ш92 мм):
Поверхня 2 (ш82 мм):
4. Стислі відомості про інструментальні матеріали
Матеріал свердла – швидкорізальна сталь Р6М5. Основні відомості щодо матеріалу свердла для обробки отворів визначимо згідно [с. 48, п. 3.4., 5]. Основним легуючим елементом швидкорізальних сталей є вольфрам (Р), який взаємодіє з вуглецем, завдяки чому сталь набуває високої твердості, температуро- і зносостійкості. Окрім того, сталь містить молібден (М), який є хімічним аналогом вольфраму. Легування молібденом сприяє підвищенню теплопровідності сталі. Вольфрамо-молібденові сталі більш пластичні і куються краще, ніж вольфрамові, мають нижчий бал карбідної неоднорідності. До хімічного складу сталі Р6М5 входить 6% вольфраму (W) та 5% молібдену (Mo). Сталь Р6М5 доцільно застосовувати при виготовленні інструментів, що використовуються при невеликих швидкостях різання, але з великими перерізами шару, що зрізається, тобто при важкому силовому режимі. Внаслідок високої пластичності сталь придатна для виготовлення інструментів методами пластичного деформування. Основні властивості сталі Р6М5: - твердість: 62...64 HRC; - теплостійкість, и: 620°С; - границя міцності на згин, узг: 2900...3100 МПа; - швидкості різання, v: 25...35 м/хв. Матеріал твердосплавних пластин торцевої фрези та розточувального різця – вольфрамовий (однокарбідний) твердий сплав ВК6 [с. 50, п. 3.5., 5]. Основою твердого сплаву ВК6 є карбіди вольфраму (WC), що мають високу тугоплавкість і мікротвердість, їх зерна з’єднуються між собою кобальтом (Co). Чим більше в сплаві WC, тим вища твердість і теплостійкість і менша міцність сплаву. Твердий сплав ВК6 характеризується високою твердістю, теплостійкістю та швидкостями різання, проте має відносно низьку міцність на згин. Застосовується для чорнової і напівчистової обробки чавунів і кольорових сплавів. Хімічний склад сплаву ВК6: 6% кобальту (Co), решта – 94% карбідів вольфраму (WC). Основні властивості твердого сплаву ВК6: - твердість: 87...90 HRА; - теплостійкість, и: 800...900 °С; - границя міцності на згин, узг: 1000...1200 МПа; - швидкості різання, v: 90...300 м/хв. 5. Встановлення взаємозв’язку елементів режиму різання та параметрів перерізу шару, що зрізається
Торцеве фрезерування
а б Рис. 1. Схеми зрізання припуску при торцевому фрезеруванні На (рис. 1) зображені схеми зрізання припуску при фрезеруванні поверхні торцевою фрезою згідно [с. 228, 6]. На (рис 1, а) глибина різання t = 1,8 мм рівна припуску на обробку на заданому переході. В = 130 мм – ширина фрезеруванні (рівна ширині оброблюваної поверхні). D = 160 мм – діаметр фрези. Приймемо для нашого
випадку симетричне фрезерування (рис. 1). Кут контакту торцевої фрези Ширина шару, що зрізається
для торцевих фрез рівна Свердлування
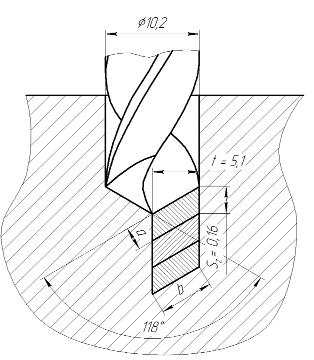
Рис. 2. Елементи різання при свердлуванні При свердлуванні в суцільному матеріалі глибина різання рівня половині оброблюваного діаметру (діаметру свердла):
Щоб знайти подачу на зуб інструменту, слід розділити на кількість зубів знайдену в п. 3 подачу на оберт (кількість зубів для свердла – 2):
Товщина шару, що зрізається, рівна:
Ширина шару, що зрізається:
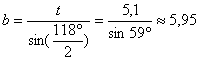
Розточування На (рис. 3) зображені елементи різання при обробці отвору розточувальним різцем згідно [с. 185, 6]. Глибина різання рівна припуску на обробку на даному переході: t = 1,6 мм. Подача на оберт заготовки встановлена у п.3. даної роботи і рівна S = 0,22 мм. Товщина шару, що зрізається, рівна:
Ширина шару, що зрізається:
Рис. 3. Елементи різання при розточуванні Література 1. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т2 – 496 с. 2. Кирилович В.А., Мельничук П.П., Яновський В.А. – Нормування часу та режимів різання для токарних верстатів з ЧПК: Навчальний посібник для студентів машинобудівних спеціальностей / Під заг. ред. В.А. Кириловича. – Житомир: ЖІТІ, 2001. – 600 с. 3. Режимы резания металлов: Справочник / Под ред. Ю.В. Барановского. – М.: Машиностроение, 1972. – 364 с. 4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть І. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. Изд. 2-е, М: Машиностроение, 1974. – 406 с. 5. Виговський Г.М. Теорія різання: Навч. посібн. – Житомир: ЖДТУ, 2006. – 250 с. 6. Грановский Г.И., Грановский В.Г. Резание металлов: Учебн. для вузов. – М.: Высш. шк., 1985. – 304 с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 (м/хв).
(м/хв).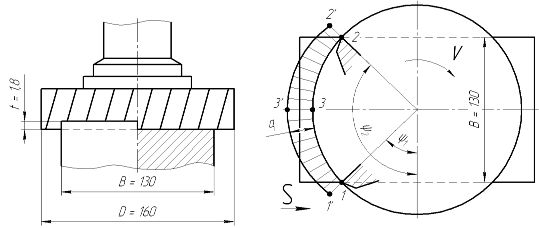
 (мм).
(мм).
Страницы: 1, 2