 |
|
МЕНЮ
|
Курсовая работа: Расчет режимов резания при растачиваниигде: С УT, ХT - показатели степеней (константы), учитывающие влияние соответственно подачи и глубины резания; KV – поправочный коэффициент. KV = KЖ(V)Ки(V)КМ(V)КП(V)KC(V)Ky(V)K KЖ(V)…… Ka(V) - 5. Последовательность операции а) вид станка для заданной операции Модель токарного станка выбираем в зависимости от габаритов заготовки по паспортным данным токарных станков. Мы выбираем токарно-винторезный станок 1К62. Высота центров 200 мм. Расстояние между центрами до 1400 мм. Мощность двигателя NД = 10 кВт; КПД станка η = 0,75. Частота вращения шпинделя, об/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000. Продольные подачи, мм/об: 0,070; 0,074; 0,084;0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17 ; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; ; 0,47; 0,52; 0,57; 0,61 ; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08; 2,28; 2,42; 2,8; 3,12; 3,48; 3,8; 4,16 Поперечные подачи, мм/об: 0,035; 0,037; 0,042; 0,048; 0,055; 0,06; 0,065; 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,6; 0,7; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08 Максимальная осевая сила резания, допускаемая механизмом подачи, Рх = 360 кгс ≈ 3600 Н Выбор режущего инструмента. б) вид инструмента, обеспечивающего обработку заданной поверхности в) вид режущего материала, обеспечивающего макс. производительность г) оптимальные геометрические параметры режущего инструмента д) стойкость инструмента, обеспечивающего макс. производительность Марку твердого сплава для каждого перехода выбирают в зависимости от вида обрабатываемого материала и характера обработки по таблице 1. Таблица 1 МАРКИ ТВЕРДЫХ СПЛАВОВ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ.
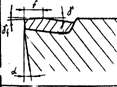
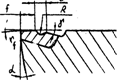
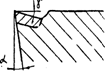
Выбираем токарный расточной резец для обработки сквозных отверстий с материалом пластины из твердого сплава – Т15К6; материал державки – сталь 45; сечение державки 25×25 мм; длина резца – 20 мм. Среднее значение стойкости Т при одноинструментной обработке – 30-60 мин, но мы возьмем Т = 30 мин, т.к. нужно повысить производительность машин за счет увеличения скорости резания. Таблица 2 ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ТОКАРНЫХ РЕЗЦОВ
Продолжение таблицы 2 |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.