|
|
МЕНЮ
|
Курсовая работа: Размерный анализ технологического процесса изготовления вала ступенчатогоЗначения всех рассчитанных припусков и операционных размеров (в окончательном виде) заносим в схему размерного анализа в радиальном направлении. 7. Сравнительный анализ результатов расчетов операционных диаметральных размеров 7.1 Определение операционных диаметральных размеров расчетно-аналитическим методом Расчётно-аналитическим
методом определим припуски на поверхность 8 Æ55k6 ( Качество поверхности после штамповки по прил. 4 [3]: Rz = 100 мкм, h = 200 мкм. Качество поверхности после механической обработки по данным прил. 4 [3] следующие: 1. Растачивание черновое Rz = 80 мкм, h = 100 мкм; 2. Растачивание чистовое Rz = 30 мкм, h = 40 мкм; 3. Шлифование черновое Rz = 20 мкм, h = 30 мкм; 4. Шлифование чистовое Rz = 5 мкм, h = 15 мкм Суммарное пространственное отклонение будем определять по формуле
где Di-1 – суммарное пространственное отклонение на заготовительной операции (эксцентричность отверстия); – после штамповки D= 0,8 мм;– после растачивания чернового D = 0,06 × 0,8= 0,048 мм;– после растачивания чистового D = 0,04 × 0,8= 0,032 мм; – после шлифования чернового D = 0,03 × 0,8= 0,024 мм; – после шлифования чистового D = 0,02 × 0,8= 0,016 мм Определим значение минимального припуска 2Zmin после каждой операции по формуле:
где Rzi-1, hi-1 – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке; Di-1 – суммарное значение пространственных отклонений с предыдущей операции;
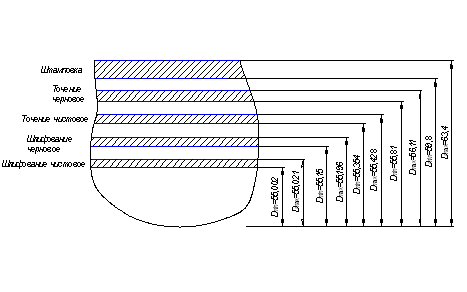
Определяем предельные размеры для каждого перехода по формулам: 2Аi min = 2Аi-1 min + T2Аi-1, мм (7.3) 2Аi max = 2Аi min – 2Zi min, мм (7.4) 2А35 min = 55,002 мм; 2А35 max = 55,021 мм; 2А30min = 2А35min + 2А15min = 2А30 min + 2А10min = 2А15 min + 2А30 max = 2А30min + T2А30 = 55,15 + 0,046 = 55,196 мм; 2А15max = 2А15min + T2А15 = 55,354 + 0,074 = 55,428 мм; 2А10 max = 2А10min + T2А10 = 55,81 + 0,3 = 55,11 мм; Определим предельные значения припусков по формуле:
Изобразим на рис. 7.1 схему расположения операционных размеров, допусков и припусков.
Таблица 7.1. Расчет припусков на обработку диаметра 2А (пов. 8 Æ55k(+2+0,21))
7.2 Сравнение результатов расчетов Для сравнения необходимо сопоставить результаты расчетов операционных размеров, операционных и общих минимальных, максимальных, номинальных припусков. Общие припуски определяются по формулам: Zоmin = S Zmin (7.6) Zоmax = S Zmax (7.7) Zоmin = 0,148+0,204+0,456+3,99 = 4,798 мм, Zоmax = 0,175+0,232+0,682+7 = 8,089 мм. Общий номинальный припуск для отверстия: Zоном = Dномдет – Dномзаг (7.8) Zоном = 59,8–55,002 = 4,798 мм. где Dномзаг, Dномдет – номинальные диаметры заготовки и детали соответственно. Результаты расчетов припусков приведем в табл. 7.2. Данные по их изменению: DZо = (ZоОЦ – ZоРА) ×100% / ZоРА, (7.9) где ZоОЦ, ZоРА – значения общих припусков, определенные методами решения размерных цепей и расчетно-аналитическим соответственно. Таблица 7.2. Сравнение общих припусков
D Zоmin = (1,646 – 4,798) ×100% / 4,798 = – 65,7%; D Zоmax = (4,152 – 8,089) ×100% / 8,089 = – 48,67%; D Zоном = (2,713 – 4,798) ×100% / 4,798 = -43,46%. Вывод: метод операционных размерных цепей позволяет существенно уменьшить припуски на обработку, а, следовательно, увеличить коэффициент использования материала и удешевить изготовление детали. Заключение В ходе работы были выполнены все задачи курсового проекта. Проанализировав исходные данные детали стало возможным определение: – выбора типа производства, формы организации технологического процесса изготовления детали; – выбора метода получения заготовки; – технологического маршрута изготовления детали; – технологического маршрута обработки поверхности; – технологической схемы базирования; – припусков с помощью размерного анализа; – припусков расчетно-аналитическим методом; Выполнив курсовую работу, мы проанализировали припуски, полученные с помощью расчётно-аналитического метода и размерного анализа. В результате оказалось, что расчётно-аналитический метод дал меньшие значения припусков, а значит при его использовании сокращается себестоимость изготовления детали и повышается эффективность производства. Литература 1. Справочник технолога машиностроителя/ Под редакцией А.Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985. – Т. 1,2. 2. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: – 4‑е изд., перераб. и доп. – Выш. школа, 1983, ил. 3. Гжиров Р.И. Краткий справочник конструктора: Справочник – М.: Машиностроение, Ленинград, 1983 год. 4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства» Тольятти, 1992 год. 5. Методические указания Боровкова. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||