 |
|
МЕНЮ
|
Курсовая работа: Разработка технологического процесса изготовления зубчатого колеса5. Выбор средств технологического оснащения
6. Разработка технологических операций 6.1 Расчет режимов резания Расчет режимов резания проводим по литературе [2], стр. 102. 010 Токарная: достигнутая шероховатость 6,3 1 переход: t=1,5 мм, где t-глубина резания; S=1,2 мм, где S-подача. Найдем скорость резания:
где T-стойкость инструмента; x, y, m, Kv -коэффициенты. Т=60 мин;
x=0,15; y=0,45; m=0,20;
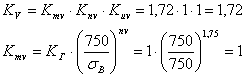
где KГ, Knv, Kuv –коэффициенты. Подставим в исходную формулу:
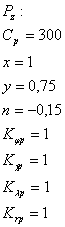
Коэффициенты для сил резания:
Подставим в исходную формулу:
Найдем мощность станка:
2 переход: t=2 мм где t-глубина резания; S=0,2 мм, где S-подача. Найдем скорость резания: Т=60 мин;
x=0,15 y=0,20 m=0,20
Подставим в исходную формулу:
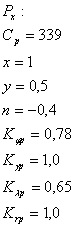
Коэффициенты для сил резания:
Подставим в исходную формулу:
Найдем мощность станка:
040 Сверлильная: достигнутая шероховатость 12,5 t=0,5D=0,5*12=6 мм где t-глубина резания S=0,2 мм где S-подача. Найдем скорость резания:
Т=60 мин
q=0,4 y=0,7 m=0,20
Подставим в исходную формулу:
Подставим в исходную формулу:
Найдем мощность станка и частоту вращения шпинделя:
(6.9) 060 Зубофрезерная: достигнутая шероховатость 3,2. Определим скорость по формуле: u = СuDq×/Bu×Тm×tx×Sy×Ku×zр, (6.10) где S=0,12- подача; t=5,625-глубина резания; Сu =234; q=0,17 - коэффициент; u=-0,05 - коэффициент; m=0,33 - коэффициент; x=0,38 - коэффициент; y=0,28 - коэффициент; Ku=1-коэффициент; Р=0,1; Т=240 мин - стойкость фрезы. Подставим в исходную формулу: u = 234 ×400,17×1/5,6250,38×2400,33×0,120,28×10-0,05×140,1=112 м/мин Частот вращения шпинделя: n= 1000×u /p×D (6.11) Подставим в исходную формулу: n= 1000×112/p×40=892 об/мин.
6.2 Расчет норм времени Поскольку тип производства среднесерийное, то для токарной, сверлильной и зубофрезерной операции необходимо определить штучно-калькуляционное время по формуле: Тш-к=Тп-з/n+То+(Ту.с.+Тз.о.+Туп+Тиз)к+Тоб.от, (6.12) где Тп-з – подготовительно-заключительное время; N – программа выпуска деталей в год; То – основное время; (Ту.с +Тз.о) – время на установку и снятие детали, на ее закрепление и открепление; Туп – время на приемы управления; Тиз – время на измерение детали; К – условия среднесерийного производства; Тоб.от – время перерывов на отдых и личные надобности. 1. Токарная операция 020: Тп-з=8 мин; N=4400 дет/год; То=0,9+4,7=5,6 мин; (Ту.с +Тз.о)=0,085 мин; Туп=0,05 мин; Тиз=0,07 мин; К=1,85; Тоб.от=6,5 мин. Тш-к=8/4400+5,6+(0,085+0,05+0,07)1,85+6,5=8/1300+8,6= =12,5 мин. 2. Сверлильная операция 040: Тп-з =5 мин; N =4400 дет/год; То =2,4мин; (Ту.с +Тз.о) = 0,148мин; Туц =0,26 мин; Тиз =0,78 мин; К =1,85; Тоб.от=6,5 мин. Тш-к=5/4400+2,4+(0,148+0,26+0,78)1,85+6,5 =11,09 мин. 3. Зубофрезерная операция 060: Тп-з=24мин; N=4400дет/год; То=1,2 мин; (Ту.с +Тз.о)=0,136 мин; Туп=0,15 мин; Тиз=0,88мин; К=1,85; Тоб.от=8 мин. Тш-к=24/4400+1,2+(0,136+0,15+0,88)1,85+8= =11,36 мин. Заключение В ходе работы были выполнены все задачи курсового проекта. Проанализировав исходные данные детали, стало возможным определение: -выбора типа производства, формы организации технологического процесса изготовления детали; -выбора метода получения заготовки; - технологического маршрута изготовления детали; - технологического маршрута обработки поверхности; - технологической схемы базирования; - припусков расчетно-аналитическим методом; - технологического маршрута изготовления детали; -выбора средств технологического оснащения; (технологическое оборудование, станочные приспособления, режущий инструмент, контрольные средства измерения, вспомогательный режущий инструмент) - технологических операций (расчет режима резания, расчет нормы времени). Литература 1. Справочник технолога машиностроителя/ Под редакцией А.Г. Косиловой, Р.К. Мещерякова. – М .: Машиностроение,1985.- Т.1,2. 2. Горбацевич А.Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения:- 4-е изд., перераб. и доп.- Выш. школа, 1983, ил. 3. Гжиров Р.И. Краткий справочник конструктора: Справочник - М.: Машиностроение, Ленинград, 1983год. 4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства» Тольятти, 1992год. 5. Методические указания Боровкова. 6. Станочные приспособления: Справочник. В 2-х т. /Ред. совет: Б.Н. Вардашкин и др. – М.: Машиностроение, 1984. – Т.1. 324 с. |
|||||||||||||||||||||||||||||||||||||||||||||
 (6.2)
(6.2)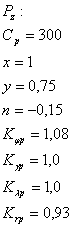



 (6.7)
(6.7)


 (6.8)
(6.8)