 |
|
МЕНЮ
|
Курсовая работа: Розробка технологічного процесу виготовлення деталі "Кришка підшипника"Існують кілька методів одержання заготівель:
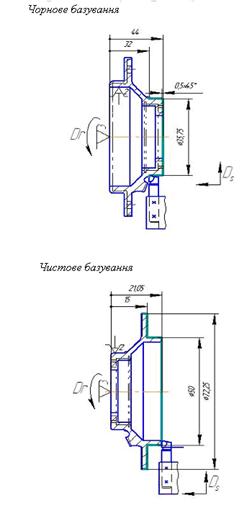
Для виготовлення заготівлі деталі "Кришка підшипника" використовуємо метод лиття по виплавлюваних моделях. Область застосування цього методу серійне й масове виробництво. 3.2 Вибір технологічних базДля чорнового базування візьмемо циліндричну поверхню O92 і правий торець, тому як ці поверхні забезпечать гарну стійкість деталі при обробці. При виборі баз керуються наступними рекомендаціями: - дотримання принципу єдності баз, тобто по можливості забезпечувати сполучення технологічної й конструкторської баз. Це значить задавати положення оброблюваної поверхні по можливості тими ж розмірами, які проставлені на кресленні деталі.
Відступ від цих правил приводить до жорсткості допусків на вихідні розміри, тому що замість конструкторських розмірів доводиться вводити технологічні розміри, на які призначаються менші допуски. По-друге, технологічна база, по можливості, повинна забезпечувати незмінність положення заготівлі в процесі її обробки, тобто повинна бути постійної. Спосіб базування заготівлі (деталі) визначається, в основному, її формою. Використовуються типові способи базування заготівель, що включають у себе поверхні або сукупність поверхонь трьох видів: площина, циліндричний отвір і циліндрична зовнішня поверхня. У моєму технологічному процесі основною настановною базою даної деталі є внутрішня циліндрична поверхня O92. У якості допоміжних базових поверхонь приймаю торцеві поверхні. Прийняті схеми базування на операціях забезпечать виконання всіх розмірів відповідно до креслення. 3.3 Вибір методів обробки поверхоньВибір методів обробки поверхонь залежить від конфігурації деталі, її габаритів і якості оброблюваних поверхонь, виду прийнятої заготівлі. Необхідніше якість поверхонь у машинобудуванні досягається переважно обробкою різанням. Залежно від технічних вимог пропонованих до деталі й типу виробництва вибирають один або кілька можливих методів обробки й тип відповідного встаткування. Таблиця 8 Методи обробки поверхонь деталі "Кришка підшипника"
3.4 Складання технологічного маршруту обробкиТаблиця 6 Технологічний маршрут обробки деталі "Кришка підшипника" варіант 1
Таблиця 7 технологічний маршрут обробки деталі "Кришка підшипника" варіант 2
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.