 |
|
МЕНЮ
|
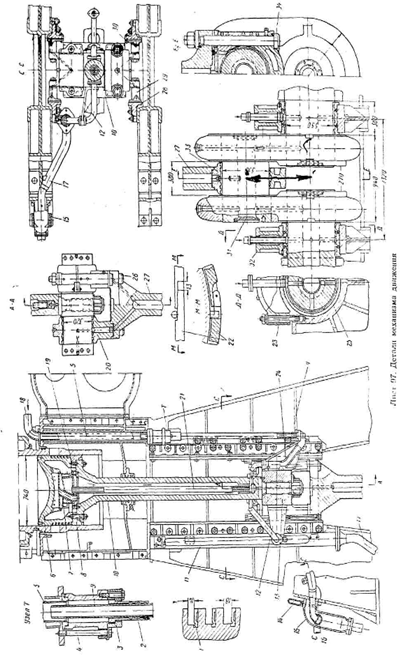
Курсовая работа: Восстановление вкладыша подшипника MAN K6Z 57/8016.Отвертывают стяжные болты и снимают нижние половины мотылевых подшипников; 17. Поочередно ставят мотыли коленчатого вала в верхнюю мертвую точку (ВМТ), ввертывают в головки поршней рамы или закрепляют скобу в имеющихся нарезных отверстиях и при помощи стропов вынимают поршни вместе с шатунами из цилиндров; 18. Разбирают продувочный насос; 19. У двигателей, имеющих отдельные рабочие цилиндры, снимают последние (в случае необходимости); 20. Разъединяют коленчатый вал, валопровод и снимают маховики; 21. Если разборка коленчатого вала в картере затруднена, снимают станину или блок цилиндров (в зависимости от конструкции двигателя); 22. Микрометрическим штихмассом или специальным индикатором измеряют раскепы между щеками коленчатого вала: полученные данные заносят в формуляр доремонтного состояния двигателя; 23. Вскрывают рамовые подшипники коленчатого вала и микрометрическим индикатором определяют бой рамовых шеек вала; результаты заносят в формуляр доремонтного состояния двигателя: 24. Посредствам контрольной скобы определяют посадку коленчатого вала относительно контрольных плоскостей фундаментной рамы; 25. Поднимают коленчатый вал и удаляют нижние вкладыши рамовых подшипников. Коленчатый вал отпускают на брусьях, положенные на контрольные плоскости гнезд рамовых подшипников, и микрометром обмеряют рамовые и мотылевые шейки. Результаты измерений заносят в формуляр доремонтного состояния двигателя; 26. Конечной операцией является выпрессовка цилиндровых втулокиз блоков, если проверка измерения показала, что эти втулки необходимо заменить. Выпрессовку проводят при помощи специального приспособления. До выпрессовки необходимо удалить из втулок штуцеры для подводки смазки. В ходе разборки двигателя, кроме того, выполняют следующие операции: измеряют зазоры между трущимися поверхностями деталей и полученные данные заносят в формуляр доремонтного состояния двигателя; все снятые прокладки подшипников маркируют и либо сдают с соответствующими бирками на хранение, либо вновь зажимают между крышками подшипников; гайки пересчитывают по количеству шпилек разобранного соединения, нанизывают на проволоки и связки с прикрепленными бирками сдают на хранение в машинную и цеховую кладовую. У разобранных деталей, направляемых в цех ремонтного завода, рабочие поверхности тщательно изолируют ветошью и деревянными планками. 1.5 Кривошипно-шатунный механизм Кривошипно-шатунный механизм служит для передачи усилий от давления газов на коленчатый вал. В крейцкопфных двигателях — из поршня, штока, поперечины, ползуна, шатуна и коленчатого вала. При работе двигателя в кривошипно-шатунном механизме действует движущая сила Р, являющаяся суммой сил от давления газов, сил веса и сил инерции. Движущая сила Рд направлена по оси цилиндра и совпадает по направлению с шатуном только при положении поршня в мертвых точках; в остальных положениях она раскладывается на две составляющие — силу Рш, направленную по шатуну, и силу Рн, направленную перпендикулярно оси цилиндра. Силу Рш воспринимает коленчатый вал, передающий ее на стенки цилиндра. В крейцкопфных двигателях ползун передает силу Рн на параллель. Величина Рн зависит от силы давления газов в цилиндре и от площади поршня. В двигателях с диаметром цилиндра 450— 500 мм Рн достигает 120 кН. В крейцкопфных двигателях головной подшипник шатуна и трущаяся пара ползун-параллель вынесены из зоны высоких температур в картер двигателя, где можно обеспечить надежную смазку. Трущаяся поверхность ползуна залита антифрикционным сплавом (баббитом). Поэтому при равной величине Рн работа трения у пары ползун—параллель меньше, чем у пары поршень — тулка в тронковых двигателях, что при прочих равных условиях обеспечивает повышение механического КПД у крейцкопфных двигателей по сравнению с тронковыми на 4 % и большую надежность работы подшипников. Шатун двигателя — с отъемными головными и мотылевым подшипниками. Стержень шатуна 28 из углеродистой стали, полый, с жесткой безвильчатой головкой. Мотылевые подшипники 35 диаметром 380 мм имеют ширину рабочей поверхности у верхней половины 175 мм. Нижние половины головных подшипников имеют на рабочих поверхностях продольные и поперечную смазочные канавки. Полые рамовые 33 и мотылевые 36 шейки из углеродистой стали имеют одинаковый диаметр и длину. По торцам шейки закрыты крышками 32 на болтах. Рамовые подшипники имеют стальные вкладыши 29, залитые баббитом, с кольцевой маслоподводящей канавкой в верхних половинках. Крышки 27 подшипника выполнены из стального литья. Они крепятся к фундаментной раме шпильками 25. Подача масла через верхний вкладыш рамовых подшипников к мотылевым и головным подшипникам показана стрелками. Коленчатый вал состоит из рамовых и шатунных шеек, щек и соединительных фланцев. Рамовые шейки, щеки и шатунная шейка образуют колено, или кривошип (мотыль), вала (мотыль — старое название, имеющее широкое распространение). Расстояние от центра рамовой до центра шатунной шейки называется радиусом кривошипа. Коленчатый вал — одна из наиболее ответственных и напряженных деталей. Стоимость коленчатого вала составляет около 15% стоимости двигателя. Моторесурс двигателя обычно зависит от срока службы вала (до проточки или шлифовки его шеек). К коленчатым валам судовых дизелей предъявляют требования обеспечения необходимой прочности, жесткости и износоустойчивости. Вал нагружается силами давления газа и силами инерции поступательно движущихся и вращающихся масс и подвергается одновременному действию знакопеременных изгибающих и крутящих моментов. В результате воздействия этих сил и моментов материал вала «работает» на усталость. Усталость металла объясняется возникновением в наиболее слабом месте микроскопической трещины, которая под влиянием знакопеременной нагрузки растет, уменьшая расчетное сечение и вызывая рост напряжений. В итоге напряжения превышают предел прочности материала, вызывая быстрое разрушение деталей.
В данной курсовой работе рассматривается ремонт вкладыша мотылевого подшипника. Вкладыш подшипника изготовлен из баббита БС (ГОСТ 1320-74). БС – свинцовый баббит имеет δв.р не менее 8,6 кГ/мм2 и с δв.и не менее 14,7 кГ/мм2, твердость 20-25 НВ. Химический состав баббита приведен в таблице 1. Таблица – 2. Химический состав баббита БС,%
2. Дефектация 2.1 Цели и задачи дефектации Технологический процесс, который носит название дефектация, служит для оценки технического состояния деталей с последующей их сортировкой на группы годности. В ходе этого процесса производится проверка соответствия деталей техническим требованиям, изложенным в технических условиях на ремонт или в руководствах по ремонту, при этом применяется сплошной контроль, т. е. контроль каждой детали. 1. Для производства дефектации детали после разборки должны очищаться от грязи, масла и ржавчины, и протираться насухо. Соответствующие полости в поверхности деталей очищаются от накипи, нагара и обезжириваются. 2. Прокладки бумажные, картонные, паранитовые и т.п., войлочные сальники, шплинты и стопорные шайбы при разборке дефектацию не проходят и, в дальнейшем, заменяются. Прокладки, толщина и форма которых определяют монтажные характеристики узлов двигателя (межосевые расстояния, величины камеры сжатия и т.п.), после демонтажа сохраняются как справочные до конца ремонта двигателя. Красномедные прокладки направляются на отжиг. 3. В процессе дефектации детали по своему техническому состоянию разделяются на три группы: I) годные; 2) требующие ремонта; 3) негодные. Принадлежность к той или иной группе, определенная при дефектации, отмечается нанесением на детали меток краской (нитролаком) следующих цветов: красный - негодные детали; зелёный - детали, требующие ремонта. Годные детали не окрашиваются. При отнесении деталей к той или иной группе следует стремиться использовать срок службы деталей наиболее полно, для чего, рассматривая изношенный узел, следует компоновать отдельные малоизношенные детали с новыми, добиваясь получения соединений близких (по натягам и зазорам) к номинальным. При ремонтах двигателя, выполняемых в заводских или судовых условиях, при определении годности деталей, следует руководствоваться рекомендациями, приведёнными во временных нормах зазоров и натягов в узлах двигателя. Не следует компоновать узлы из новых и изношенных деталей, если наличие в узле изношенной детали ускорит износ новой (например, оставление в зубчатой передаче изношенных шестерён для работы с новыми шестернями и т.п.) 4. Способы дефектации деталей зависят от характера возможных, (ожидаемых) дефектов, от конструкции проверяемой детали и делятся на три основных вида: І). Наружный осмотр контролируемой детали (визуальный метод) выявляет внешние дефекты: трещины, вмятины, задиры, обломы и т.д. При визуальном методе контроля применяются лупы различной кратности, обычно 5-10 кратного увеличения. Выявлению поверхностных дефектов способствует применение мело - керосиновой пробы. При осмотре, например, баббитовой заливки дополнительно применяется обстукивание детали медным молотком весом примерно 0,5 кг. Мелкие трещины на термообработанных поверхностях выявляются погружением деталей в нагретое до 50-50°С трансформаторное масло с выдержкой в течение 2-3 часов и последующей обмазкой меловым раствором. Для усиления видимости поверхностных дефектов применяется цветная проба. Более эффективна методом выявления поверхностных дефектов является люминесцентная дефектоскопия, основанная на световом излучений нанесённых на контролируемую деталь флюоресцирующих под действием ультрафиолетовых лучей составов (люминофоров). Принято считать, что глубина обнаруженной трещины примерно в десять раз меньше ширины флюоресцирующей полосы. ІІ). Выявление скрытых дефектов (посторонние включения, внутренние раковины и т.п.) Скрытые дефекты выявляются: а) гидравлическим испытанием. Обнаруженные таким методом дефекты в дальнейшем более точно определяются способами, указанными ниже. Величины давлений при гидравлическом испытании приведены в характеристике. б) магнитной дефектоскопией, основанной на свойстве ферритового порошка концентрироваться в районах трещин или раковин, которые искажают магнитное поле, созданное в контролируемой детали. Этот метод применим прежде всего для обнаружения трещин в коленчатых валах, поршневых кольцах, пружинах, шатунах и т.п. в) звуковой и ультразвуковой дефектоскопией. Определение дефектов по частоте издаваемого при ударах по изделию звука применимо для небольших деталей простой конфигурации и даёт большие погрешности. Наиболее эффективным является ультразвуковой контроль, дающий возможность выявлять внутренние трещины, в том числе и весьма малые по размерам рыхлоты и пористости, не выходящие на поверхность детали. К недостаткам ультразвуковой дефектоскопии относятся: ненадёжность при определении дефектов, расположенных близко к поверхности детали; трудность определения границ дефектов; высокие требования к чистоте поверхности контролируемой детали. Поэтому, для более точной оценки результатов, полученных при ультразвуковом контроле, рекомендуется обнаруженные дефектные зоны контролировать рентгено- и гаммографированием. Дефекты, выходящие на поверхность изделия, следует определять люминесцентной или магнитной дефектоскопией. Выбор и применение способов контроля в каждом отдельном случае производится в соответствии с заводскими инструкциями. ІІІ). Определение дефектов, связанных с изменением размеров детали или её геометрической формы, производится с помощью различных измерительных инструментов, приборов и оборудования. Данные по обмеру основных деталей заносятся в карты обмеров. В настоящее время в промышленности и в ряде отраслей транспорта внедряется прогрессивный метод определения геометрических параметров деталей двигателя с помощью оптических приборов. Эти приборы позволяют повысить точность измерения до 0,01 мм на 1 м. длинны. Таким методом определяются: неперпендикулярность осей цилиндров к оси коленчатого вала, несоосность рамы, рамовых шеек коленчатых валов и т.п. Проводятся экспериментальные работы по быстрому определению абсолютной величины износа деталей специальными приборами. Отдельные организации выполняют замеры деталей методом сравнения величин оттисков о определённых калиброванных углублений, выполненных на новой детали и постепенно изменяющих свои размеры из-за износа поверхности. Разновидностью указанного метода является способ определения величины и скорости износа цилиндровых втулок, шеек коленчатого вала и других деталей двигателя методом нарезания лунок. Дефектация резьб крепежа обычного назначения в альбоме не приведена. Оценка годности резьб производится осмотром на отсутствие трещин, погиба крепежа, снятия и срыва резьбы. При смятии и срыве резьбы до 2-х ниток, резьба калибруется и деталь допускается к монтажу. При срыве или смятии 2-х ниток и более, крепёж заменяется, а гнёзда подлежат ремонту по принятой на заводе технологии. Специальные указания по контролю деталей даны в каждом отдельном случае в соответствующих разделах альбома. 5. Для дефектации и ремонта узлов системы смазки, топливоподачи, воздухораспределения и контрольно измерительных приборов, рекомендуется организация специализированных участков. 6. После окончания дефектации, детали, не подлежащие немедленному ремонту, следует консервировать и упаковывать. Технические требования на дефектацию деталей разрабатываются заводами-изготовителями автомобилей (агрегатов) или научно-исследовательскими организациями, которые ликвидируют неясность и вопросность информации об автомобилях зарубежных производителей. Из ее рабочего чертежа получают общие сведения о детали, они включают в себя: · эскиз детали с указанием мест расположения дефектов; · основные размеры детали; · материал и твердость основных поверхностей. При рекомендации способов устранения дефектов опираются на богатый опыт, накопленный отечественными и зарубежными ремонтными предприятиями, и на рекомендации по рациональному их выбору. На основе опыта эксплуатации и ремонта автомобилей (агрегатов), а также специальных научно-исследовательских работ выявляют возможные дефекты детали. Примечание. Все работы на двигателе, проводимые в судовых условиях, должны выполняться в соответствии с правилами по технике безопасности для экипажей судов морского флота. Методы химической очистки деталей должны быть согласованы с охраной труда и органами техники безопасности. 2.2 Технические требования на дефектацию и ремонт вкладыша подшипника Таблица 2 – Размеры и допуски вкладыша подшипника согласно техническим условиям [см. прил.1(рис. 1)]
|
||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.