 |
|
МЕНЮ
|
Курсовая работа: Выбор и оценка методов обработки женского жакета. Методы обработки накладного кармана2.3 Технологические режимы влажно - тепловой обработки и параметры образования клеевых соединении. Существенное влияние на качество изделий оказало влажно-тепловая обработка, поэтому следует обоснованно подходить к выбору режимов влажно-тепловой обработки, т.к. нарушение установленных параметров приводит к появлению таких дефектов, как ласы, пятна, опалы, тепловая усадка и др. Режимы влажно-тепловой обработки выбираны с учетом волокнистого состава материалов применительно к использованию прессового и утюжильного оборудования. Режимы влажно-тепловой обработки приведены в таблице 2. Таблица 2- Режимы влажно-тепловой обработки
Клеевой материал для изготовления заданного вида изделия выбран от ассортимента изделия, его назначения, условий эксплуатации, свойств используемых основных материалов, выбранной технологии и вида оборудования для склеивания, а также способов ухода за изделием. Совокупность этих факторов определяет показатели качества образующихся пакетов одежды. Термопластические клеевые материалы, используемые при изготовлении одежды, применяются в виде прокладочных материалов, клеевой паутинки, клеевых нитей, пленок, порошков, паст. Эти материалы предназначены для придания деталям одежды требуемых физико-механических свойств. В данном курсовом проекте выбран клеевой материал: флизелин. Параметры образования клеевого соединения представлены в таблице 3. Таблица 3 - Параметры образования клеевых соединений
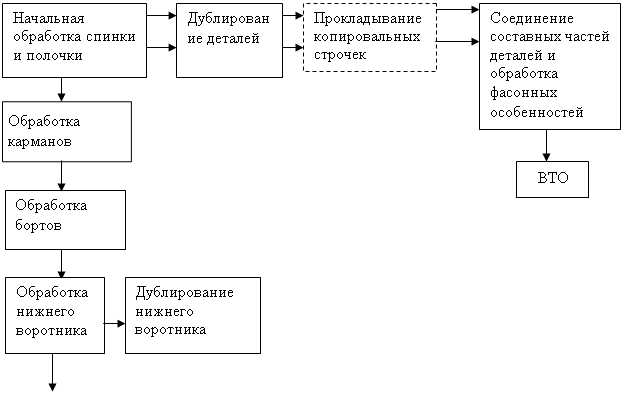
3. Разработка схемы последовательности сборки и обоснование степени готовности изделия к примерке Конструктивное решение модели оказало существенное влияние на технологическую последовательность и эффективность методов обработки и изделия в целом. Схему сборки изделия разработана с учетом фасонных и конструктивных особенностей выбранной модели. Особенностью процесса изготовления изделий по индивидуальным заказам является наличие примерки, что дало возможность обеспечить точную подгонку изделия по фигуре заказчика. Степень готовности изделия к примерке устанавлина в зависимости от вида изделия и услуг. Степень готовности изделия к примерке может быть различной в зависимости от фигуры заказчика, вида изделия, свойств материалов, квалификации закройщика, числа примерок и т.д., но во всех случаях степень готовности должна быть рациональной, а время на повторное выполнение отдельных операций после проведения примерок - минимальным. Кроме того, изделие, подготовленное к примерке, должно дать заказчику полное представление о форме, размерах деталей и отделочных элементов. Вторая примерка рекомендована в том случае, когда изделие сложного фасона из материалов с малоизвестными технологическими свойствами или фигура заказчика имеет резкие отклонения от типовой. Повторную примерку проводят: главным образом для уточнения правильности вметывания рукавов в пройму и для уточнения длины изделия. Схема последовательности сборки и степень готовности изделия к примерке заданного изделия, представлены в виде общей схемы (рис.2).
Рисунок 2. Схема сборки женского жакета к примерке К примерке выполнены операции ВТО, создающие форму определенных деталей и изделия в целом. Все конструктивные линии обработаны окончательно. Рекомендовано также обработать карманы и борта. Рукава вметаны. 4. Разработка графа технологического процесса изготовления выбранной модели изделия Графический способ представления информации для проектирования технологических процессов характеризует последовательность сборки отдельных узлов и изделия в целом, а также отражает взаимосвязь между ними. Для построения графа конструктивно - технологических связей необходимо определение и кодирование элементов его структуры Таблица 4 - Кодирование деталей изделия
Исходными данными для построения графа конструктивно-технологических связей служит перечень деталей изделия, которые располагаются в определенном порядке. В центре располагается деталь, обладающая наибольшим числом связей с другими деталями. Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.