 |
|
МЕНЮ
|
Дипломная работа: Разработка группового техпроцесса изготовления кулачков7.4.3 Установление ретроспективности глубины поискаПредполагая, что наиболее перспективные технические решения были созданы в последние десять лет, устанавливаем глубину поиска 5 лет. 7.4.3 Выбор стран проверкиИсследования проводим в отношении ведущих стран машиностроения - Российской Федерации (РФ), Германии и Японии. 7.4.4 Определение источников информацииВ качестве источников информации принимаем следующую патентную документацию: описания изобретений к авторским свидетельствам и патентам; бюллетень изобретений РФ; реферативный сборник ВНИИПИ "Изобретения стран мира"; реферативный журнал ВИНИТИ 14А - "Резание металлов. Станки и инструменты" (14 "Технология машиностроения); книги и работы в области токарной обработки, обработки резанием, режущего инструмента. Данные подпунктов 7.4.1, 7.4.2, 7.4.3, 7.4.4 заносим в таблицу 7.1. Таблица 7.1. Регламент поиска
7.5 Патентный поискЗадача этапа - обеспечить достаточную полноту и достоверность исследований путем тщательного отбора и анализа патентно-технической информации. 7.5.1 Отбор документации, имеющей отношение к ИТРПросматриваем источники информации в соответствии с регламентом. Отбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР "Фреза торцовая, общая компоновка". По отобранным документам знакомимся с рефератами, формулами изобретений, чертежами. Сведения о ТР, имеющих отношение к ИТР "Фреза торцовая, общая компоновка" заносим в таблицу 7.2. Таблица 7.2. Отбор патентной документации для анализа
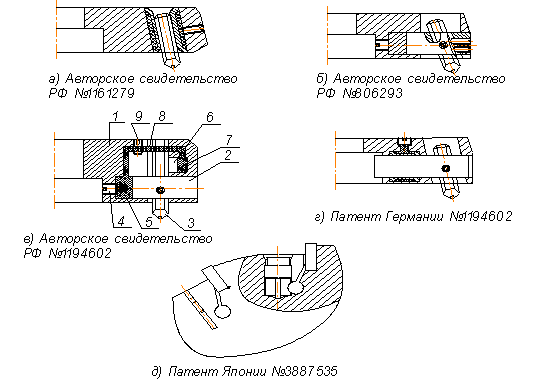
Сущность технических решений и цель их создания. 1) Режущая фреза состоит из корпуса, в отверстиях которого установлены режущие вставки, зафиксированными в промежуточных элементах, контактирующих с упругими элементами, расположенными в замкнутых плоскостях, снабженных нажимными винтами, отличающаяся тем, что с целью повышения стойкости фрез путем обеспечения демпфирования возвратно-поступательных и вращательных колебаний режущих вставок в направлениях соответствующих шести степеням свободы, промежуточные элементы выполнены в виде установленных в отверстии корпуса тонкостенных втулок, внутренние поверхности которых имеют форму гиперболоидов вращения, а наружные поверхности имеют у торцов по два цилиндрических пояска, диаметры которых соответствуют диаметру отверстий корпуса. 2) Фреза, в корпусе которой установлены с возможностью радиального перемещения резцовые узлы, содержащие режущие вставки и плунжеры, отличающаяся тем, что с целью повышения стойкости инструмента путем обеспечения саморегулирования радиального положения вставок по величине силы резания, каждый резцовый узел снабжен упругим элементом и регулировочным винтом, взаимодействующим через упругий элемент с плунжером. 3) Фреза, которая, с целью повышения стойкости путем обеспечения возможности адаптации фрезы к изменяемым условиям резания, снабжена дополнительными плунжерами с упругими элементами, расположенными в корпусе фрезы с возможностью воздействия на режущие вставки в противоположном основным плунжерам направлении, а каждый упругий элемент дополнительных плунжеров соединен посредством выполненных в корпусе каналов с упругим элементом основного плунжера предыдущей режущей вставки. 4) Фреза, содержащая корпус, в котором установлены с возможностью радиального перемещения режущие вставки, взаимодействующие с плунжерами, отличающаяся тем, что с целью повышения стойкости инструмента путем обеспечения саморегулирования вставок по величине силы резания, фреза оснащена тормозными устройствами, охватывающими плунжеры. 5) Сборный режущий инструмент, содержащий режущий элемент и механизм крепления, выполненный в виде упругой части корпуса, выделенной с одной стороны отверстием, имеющим конический участок для взаимодействия с крепежным элементом, и продольной прорезью, пересекающей это отверстие, а с другой стороны - пазом для размещения режущего элемента и продольной прорезью, пересекающей его поверхность, отличающийся тем, что с целью повышения производительности обработки путем обеспечения более надежного закрепления режущего элемента, отверстие, имеющее конический участок, выполнено в поперечном направлении, а продольная прорезь, пересекающая поверхность паза, выполнена пересекающей и поверхность указанного отверстия. 7.5.2 Анализ сущности отобранных решенийИзучаем сущность отобранных ТР по сведениям, содержащимся в патентных описаниях, статьях и т.п. Если ТР решает принципиально другую задачу, чем повышение износостойкости инструмента и производительности обработки, документ исключаем из рассмотрения. Если ТР решает ту же задачу (аналог ИТР), документ включаем в перечень для детального анализа, делая отметку об этом в графе 4 таблице 7.2. Эскизы аналогов приведены на рисунке 7.2. Эскизы аналогов "Фреза торцовая, общая компоновка"
Рис.7.2. 7.6 Анализ результатов поискаЗадача этапа - путем сопоставления недостатков и преимуществ ИТР и аналогов установить, какой из аналогов является наиболее прогрессивным. 7.6.1 Определение показателей положительного эффектаОпределим, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. Показатели группируем и заносим в таблицу 7.3. Таблица 7.3. Оценка преимуществ и недостатков аналогов
7.6.2 Сопоставительный анализ преимуществ и недостатков ИТР и аналоговОцениваем обеспечение каждого показателя положительного эффекта в баллах. В графе 4 таблицы 7.3 ИТР по каждому показателю выставим оценку нуль. В графах 5, 6, 7, 8, 9 выставляем оценку аналогам по показателям групп а и б от 0 до 5, а групп в и г - от - 2 до 2. Суммируем оценки по каждому аналогу и заносим результаты в нижнюю строку таблицы 7.3. Видим, что наибольшую сумму баллов имеет аналог "Фреза", авторское свидетельство РФ № 1194602, авторы В.Н. Красников и А.А. Москвитин. Следовательно, данное ТР является наиболее прогрессивным. Принимаем его для использования в качестве усовершенствованной торцовой фрезы со вставными ножами на операции 30 фрезерной ТП изготовления кулачка к патрону. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.