 |
|
МЕНЮ
|
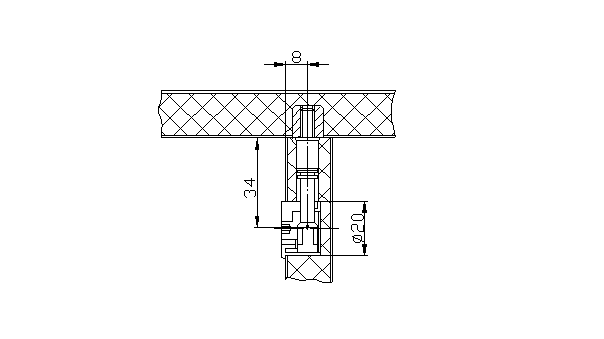
Дипломная работа: Разработка конструкции и технологического процесса производства кровати в условиях ОАО "Ирбитская мебельная фабрика"Вся конструкция соединяется на эксцентриковые стяжки (рис. 2.3). Стяжка – это крепёжное изделие, которое обеспечивает необходимую плотность и прочность соединения элементов, расположенных относительно друг от друга в заданном направлении. Чаще всего они соединяют элементы под углом 900 .
Рисунок 2.3 Соединение эксцентриковой стяжкой Стяжки должны обеспечивать быструю и надёжную сборку изделия, не мешать его эксплуатации и не ухудшать внешний вид. Конструкция стяжек должна исключать возможность самопроизвольного разъединения элементов при нормальной эксплуатации. Основные типы стяжек: винтовые, эксцентриковые, крючковые Эксцентриковые стяжки бывают нескольких видов. Ось эксцентрика смещена относительно оси его вращения. Поворотом эксцентрика осуществляется его заклинивание, что и обеспечивает прочное соединение. Соединение имеет не большую трудоемкость. Стяжка обеспечивает хорошие эстетические и функциональные качества изделия. Размеры элементов эксцентриковые стяжек и установочные размеры регламентируются ОСТ 13-78-79. Для изделия стяжка выбирается из каталога мебельной фурнитуры [ ]. 3. Разработка технологического процесса производства изделия 3.1 Описание технологического процесса Технологический процесс изготовления предложенной кровати несложен, трудоёмкость и материалоемкость имеют не большие показатели. Следовательно, кровать будет относительно недорогая. Установим производственную программу для нашего изделия 1000 комплектов. Производство изделия (лист 4) начинается со склада сырья который расположен на территории предприятия. Склад работает в режиме рабочего дня. Для предприятия сырьём являются плиты ДСтП 3500х1750х16, ГОСТ 10632-89; ДВП 2750х1700х4 ГОСТ 4598-86; плёнка РПЛЭ-01; кромка МКР-1; смола КФЖМ, клей расплав; пиломатериалы хвойные и лиственные. Сырьё поставляется ежемесячно (пачками ДСтП 480 листов, 1680м2 ДВП 300листов 1377м2, смола 2 бочки), своим автомобильным транспортом. Пиломатериалы лиственных пород (берёза), для декора, хвойных пород (сосна), для раскладки и штанги. Из склада сырьё поступает в цех с помощью электропогрущика. Начальную стадию технологического процесса можно разделить на две: − подготовка сырья; − облицовка. Подготовка сырья заключается в раскрое по типоразмерам плёнки, ДСтП и ДВП. Раскрой плёнки производят с помощью гильотинновых ножниц ГН-30 (1). Плёнку рулонами устанавливают у гильотины. Рабочий выбирает плёнку по текстуре и цвету и разматывает её к станку. Разметку ведут по световой линейке и по типоразмерам. Технические характеристики ГН-30 Таблица 3.1.1
ДСтП и ДВП раскраивают, на форматно-обрезном станке ЦТ4Ф (2). На станок укладывают 2-3 листа плиты. Рабочий по картам раскроя производит распил, после распиловки детали снимают и укладывают по типоразмерам. Технические характеристики ЦТ4Ф: Таблица 3.1.2
С помощью тележек готовая плёнка и плита поступает на участок облицовывания. Щит пропускают через клеевые вальцы которые наносят смолу КФЖМ , затем накрыв его плёнкой подают под однопролетный пресс АП 170 Г-00-00.(3), где при температуре 110-120 0C, давлении 200 mt/см2 выдержка в прессе 1 минута, облицовыванные щиты укладывают на подстопные места по типоразмерам, где происходит технологическая выдержка в течении 1 часа. Технические характеристики АП 170 Г-00-00 Таблица 3.1.3
После выдержки полученная деталь, с помощью ручных тележек, идет на опиловку по периметру. Более крупные заготовки обрабатывают на линии «HOMAG» (4) ,а мелкие на форматно обрезном Ц6-2 (5). Криволинейную форму выпиливают по шаблону на рабочем столе электролобзиком марки FESTOOL[ ]. Поступившую заготовку на линии «HOMAG» опиливают в размер. Которая состоит из двух агрегатов, на одном производится опиловка сразу двух продольных кромок, на втором двух поперечных кромок, соответственно производят настройку агрегатов. Деталь рабочим подаётся на первый агрегат после опиловки деталь вручную снимается, поворачивается и подаётся во второй агрегат, и также снимается и укладывается на тележки. Заготовки небольших типоразмеров подаются на станок Ц6-2. Рабочий настраивает станок под данный типоразмер и вручную её обрабатывает по периметру. Обрезки скидывает в короб для отходов. Технические характеристики Ц6-2 Таблица 3.1.4
С помощью тележек в ручную щиты подают на облицовку прямолинейных кромок она осуществляется на линии «DZODA-220» (6),. Технические характеристики линии «DZODA-220» Таблица 3.1.5
Облицовка кромок производится МКР с помощью клеея-расплава нагретого до температуры 190 0C. Данный станок с двухсторонней облицовкой кромок. На нём выполняется весь комплекс операций по облицовке кромок: приклейка материала, обрезка по длине, снятие свесов по ширине путём фрезерования, шлифование и полирование. Все операции выполняются по проходной схеме. Рабочий снимает деталь визуально просматривая её. Оставшиеся свесы снимает ручным инструментом. Облицовку криволинейной кромки производят на рабочем столе ручным инструментом марки LANGE [ ], после криволинейную кромку фрезеруют по периметру на станке ФСШ-1(10) . Детали укладывают на тележки и передвигают на сверление отверстий под фурнитуру. Данная операция выполняется на многошпиндельном станке СГВП 1А.01. (7). Станок настраивают, выставляют свёрла под определённый типоразмер по чертежам. Подача и снятие детали рабочим производится вручную, детали укладывают на тележки. Технические характеристики СГВП 1А.01. Таблица 3.1.6
После всех операций деталь идёт на контроль, где производят подкрашивание кромки, царапин на пласти, маркируют по спецификации и передают на сборку. На сборке штучные изделия собирают, а поточные упаковывают, но перед этим производят контрольную сборку. Упаковывают в обёрточную бумагу и гофрированный картон по пакетам которые маркируют согласно спецификации. Затем готовое изделие транспортируется на склад. Всё производство основано на ручном труде, нет механизации по перемещению деталей от станка к станку и устарелое оборудование. Но есть и процесс изготовления декора, раскладки и штанги. В цех поступает сухой лиственный или хвойный пиломатериал. Обрабатывается на фуговальном станке СФ6-1(8), рейсмусовом станке СР6-6(9). Технические характеристики СФ6-1 Таблица 3.1.7
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.