 |
|
МЕНЮ
|
Дипломная работа: Разработка конструкции и технологического процесса производства кровати в условиях ОАО "Ирбитская мебельная фабрика"Далее в таблицу заносится годовой фонд работы оборудования при односменной работе. Рассчитанное количество единиц оборудования: np= где Т-потребное количество станко-часов на годовую программу; Тэф-эффективный годовой фонд времени работы станка, ч. Тэф=Тном-Трем, где Тном-номинальный годовой фонд времени, ч; Трем-время простоев оборудования в связи с его капитальным ремонтом, ч. Тном=[Г-(В+П)]aβ-Сa(β-1), где Г-количество календарных дней в году; В- количество воскресных дней в году; a- количество смен работы в сутки; β-продолжительность рабочей смены, ч принимаем β=4ч. С- количество субботних и праздничных дней с сокращённой продолжительностью рабочего дня на 1ч. Тном=[356-(52+10)]∙1∙8-60∙1∙(8-1)=1932ч. Время на капитальный ремонт станка в зависимости от его ремонтной сложности: Трем= где К-категории ремонтной сложности станка. Н-норма простоя на одну ремонтную единицу при работе бригады в одну смену, Н=13ч. aср-средний период капитального ремонта станка, линии, aср=5 лет. Сложность ремонта и технического обслуживания станка зависит главным образом от его конструктивных особенностей и габаритных размеров. Время на капитальный ремонт. Таблица 3.4.2
Эффективный годовой фонд времени работы станков Таблица 3.4.3
Рассчитанное количество единиц оборудования, шт.: np= Процент загрузки станка: Р= где n – установленное количество оборудования, шт. Количество оборудования, процент загрузки Таблица 3.4.4
Данные и результаты расчетов показателей станков занесены в технологическую схему (лист 4) и в таблице 3.4.5. 3.5 Расчёт количества основных материалов Норма расхода – это максимально допустимое плановое количество материала на производство единицы продукции, установленного количества, с учётом планируемых организационно-технических условий производства. Он является основой для определения плановой потребности производства в материалах при годовом планировании выпуска продукции на предприятии. В нормах расхода на производство единицы продукции учитываются полученный расход, а также потери материалов. Полезный (чистый) выход учитывает количество материалов, которые вещественно входят в состав готового изделия или затрачиваются непосредственно на проведение соответствующих технологических процессов. Выход чистовых заготовок – отношение объёма деталей в габаритных чистовых размерах к объёму затраченных древесных материалов, здесь учитываются технологические потери и выход при раскрое. Окончательный (полезный) выход – отношение объёма деталей в изделии к объёму затраченных древесных материалов. Величина последнего выхода измеряется в процентах. Составим ведомость расчета материалов для изготовления кровати. Рассмотрим пример расчета данных этой ведомости для передней спинки: Расчёт материалов ведётся в м2. Заготовки выпиливают из ДСтП 3500´1750´16 мм. Размеры выпиливаемых деталей в чистоте заносятся в ведомость (колонки №5,6,7). l=1100 мм b=1800 мм h=16 мм Также в колонку №8 заносится объём деталей в чистоте (Sд) на одно изделие с учётом их количества (т.к. учёт материалов ведётся в м2, то и объём записывается в квадратных метрах). Sд =l·b·n; м2 где
Sд =1,1·1,8·1=1,98 (м2) Выбранные станки сочетают в себе качество и точность раскроя, поэтому припуски назначаются только для фрезерованных деталей и заносятся в колонку №9, 10, 11, – соответственно на длину, ширину и толщину. Припуск по ширине равен 18 мм В колонки №12,
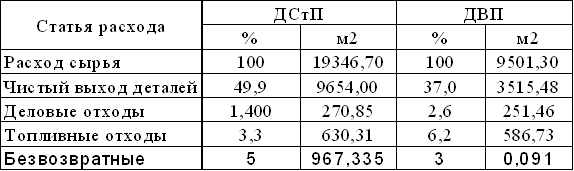
13, 14, заносят припусков: L=1,118 м Ш=1,818 м Т=0,016 м В колонку №15 записывают значение Sз - объем заготовок с припусками: Sз= L · Ш · n Sз=1,118·1,818·1=2,03 (м2) В колонку №16 записываем объем заготовок на программу с учетом припусков: Sпр =Vз где А – количество изделий по программе, шт. А=1000 шт. Sпр =2,03·1000=2033 (м2). В колонке №17 показывается необходимое увеличение количества изготавливаемых заготовок, требующихся с учётом отбраковки части заготовок в процессе производства (количество технологических отходов заготовок). Для ДСтП процент технологических отходов Р В колонке №18 указывается объём заготовок на программу с учётом технологических потерь, м2: Sтех = Sпр ∙ К. Sтех =2033∙1,02= 2073,17 (м2). В колонке №19 определяется процент выхода заготовок из исходного материала. Процент полезного выхода определяем по картам раскроя. В колонке №20 объём материала на программу, м3: Sс= Sтех ∙ Пв, где Пв - учитывающий средневзвешенный полезный выход, Пв=1,613. Sс =2073,17∙2,004=4154,64 (м3). В колонке №21 определяем процент чистого выхода изделий: Сс= Для нашего случая Сс= Результаты расчетов расхода материалов на другие детали изделия приведены в ведомости расчета материалов (табл. 3.5.1). Таблица 3.5.2. Баланс сырья.
3.6 Расчёт количества отходов Отходы – это та часть сырья, которая отделится в процессе обработки как несоответствующая техническим условиям на изготавливаемую заготовку. Отходы могут быть использованы в качестве основного сырья при изготовлении продукции другого вида или размера. Такие отходы – это вторичное сырьё или материал. Отходы классифицируют: - по сортименту исходного сырья (ДВП, ДСтП) - по структуре (кусковые средние, кусковые мелкие, сыпучие) Количество отходов зависит от качества поставляемого сырья, типа и размера изготавливаемой продукции. Выбор наиболее эффективного способа использования отходов зависит от типа производства, его объёма, номенклатуры и количества образующихся отходов, а также от условий транспортирования и сбыта продукции. Количество отходов определяется по стадиям обработки, исходя из суммарных данных расхода отдельных видов материалов, и рассчитывается для каждого вида материала. Количество отходов при раскрое Qраскр = SSс-SS'з, где Sс – объём сырья; S'з – объём заготовок, полученный после раскроя Для ДСтП Qраскр = 19346,7-8003,6 =11343,1 (м2) Для ДВП Qраскр = 9501,3-3519 = 5982,3(м2) Количество отходов на технологические потери Qтехн.пот. = SS'з-SSз где Sз – объём заготовок Для ДСтП Qтехн.пот. = 8003,6-7846,6 = 157 (м2) Для ДВП Qтехн.пот. = 3519-3450 = 69 (м2) Отходы при обработке заготовок Qобр.заг. = SSз-SSд где Sд – объём деталей с учётом годовой программы Для ДСтП Qобр.заг. =7846,6-7,54·1000 = 306,6 (м2) Для ДВП Qобр.заг. = 3450-3,45·1000 = 0 (м2) Отходы при обработке деталей Qобр.дет. = (3¸5%)SS'з 3% - для деталей из ДВП 5% - для деталей из ДСтП Для ДСтП Qобр.дет. = 0,05·8003,6 = 400,2 (м2) Для ДВП Qобр.дет. = 0,03·3519,7 = 105,6 (м2) Деловые отходы Qдел. = 0,7 Qтехн.пот. +0,2·0,75 Qраскр Для ДСтП Qдел = 0,7·157+0,2·0,75 ·11343,1 = 1811,36 (м2) Для ДВП Qдел = 0,7·69 +0,2·0,75 ·5982,3= 945,64(м2) Таблица 3.2. Расчет количества отходов
3.7 Расчёт нормы расхода клея Расчёт нормы расхода клея на изделие выполняется с учётом вида клея, вида склеиваемых материалов, способа склеивания, а также с учётом конструктивных признаков, определяющих форму, размеры и виды склеиваемых поверхностей. Облицовывание пластей производят смола КФЖМ. Норма расхода которого 0,23 кг/м2. Для облицовки кромок используют клей расплав. Норма расхода которого 0,355 кг/м2. 3.7.1 Определение площадей склеиваемых поверхностей м2, S=n∙a∙b, где a-ширина плиты, м; b-длина плиты, м; n-кол-во склеиваемых поверхностей. Результаты расчётов приведены в таблице 3.7.1. 3.7.2 Норма расхода клея на деталь, кг: W=S∙k, где S-площадь склеивания, м; k-расход клея, кг/м2. 3.7.3 Норма расхода клея на изделие, кг: Wизд=(S1+S2+S3+…+Sn)∙k, где (S1+S2+S3+…+Sn) сумма площадей склеивания, м; k-расход клея, кг/м2. 3.7.4 Норма расхода клея на программу, кг: Wпр= Wизд∙ПР, где Wизд- норма расхода клея на изделие, кг; ПР-программа, шт. Результаты расчётов приведены в таблице 3.7.2 Определение площадей склеивания Таблица 3.7.1
Определение норм расхода клеёв |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.