 |
|
МЕНЮ
|
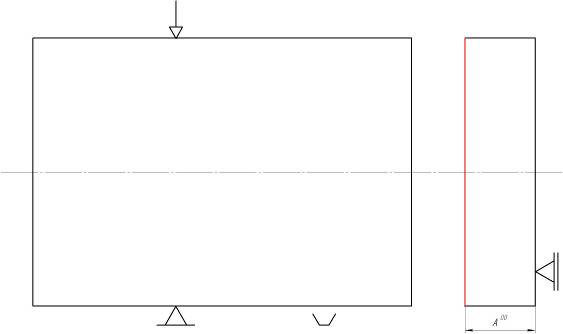
Курсовая работа: Проектирование технологического процесса механической обработки детали "шкив"00 Отрезная операция с ЧПУ, станок CARIF 450 BA CNC
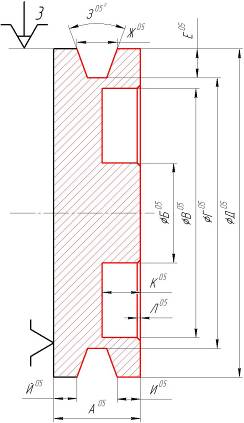
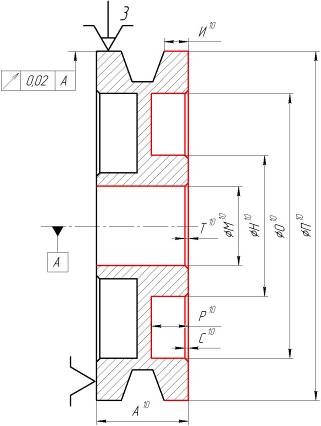
05 Токарная операция с ЧПУ черновая, станок HTC40z 1-й установ
2-й установ
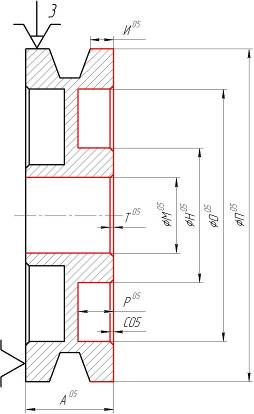
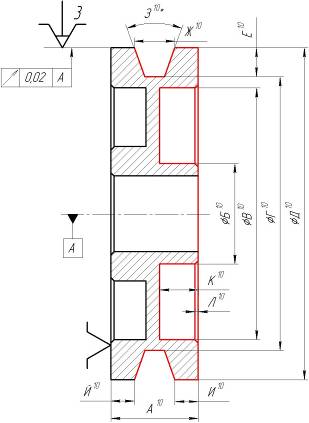
10 Токарная операция с ЧПУ чистовая, станок HTC40z 1-й установ
2-й установ
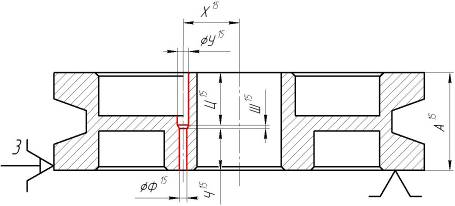
15 Сверлильная операция с ЧПУ, станок PD1616
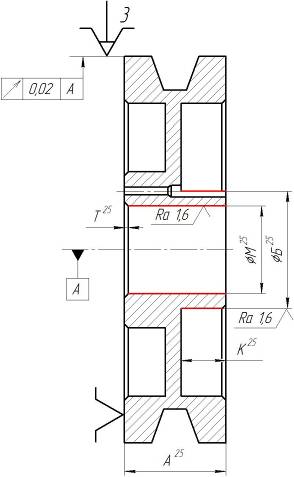
30 Шлифовальная операция с ЧПУ чистовая, станок ОШ-642Ф3
Заключение В результате выполнения данного курсового проекта была достигнута поставленная цель, т. е. разработан технологический процесс изготовления детали «шкив» в серийном производстве и соответственно были решены задачи: 1. Разработан чертеж детали «шкив» в CAD-редакторе КОМПАС в соответствии с требованиями ГОСТа, на чертеже приведены все необходимые размеры, отклонения и квалитеты для изготовления детали, а также учтены все свойства поверхностей, необходимые в работе данной детали в сопряжении с другими деталями для обеспечения нормативного срока службы. 2. Разработан маршрутный технологический процесс изготовления детали «шкив» путем выбора технологических операций, целесообразных для изготовления данной детали в серийном производстве, а также стадий операций. Были подобраны все станки для каждой технологической операции с ЧПУ для более производительной и автоматизированной работы по изготовлению детали «шкив». 3. Разработаны операционные эскизы технологического процесса CAD-редакторе КОМПАС. Эта задача была решена путем поэтапного рассмотрения процесса обработки от заготовки до готовой детали. На эскизах имеются необходимые размеры для обработки на каждой операции, символы базирования, закрепления и необходимые специальные требования. Библиографический список 1. А.Н. Малов «Справочник технолога машиностроения», Т2, М., «Машиностроение», 1972-220с. 2. А.Ф. Горбацевич «Курсовое проектирование по технологии машиностроения», Минск, «Высшая школа», 1975. 3. И.С. Добрыднев «Курсовое проектирование по предмету технология машиностроения», М., «Машиностроение», 1985. 4. В.Г. Сорокина «Марочник сталей и сплавов», М., «Машиностроение», 1989. 5. Паспортные данные станков. Приложение А Описание станков с числовым программным обеспечением, используемых при изготовлении детали «шкив»[5] Отрезной станок CARIF 450 BA CNC Автомат с ЧПУ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
|
|
|
|
| 90° | 330 | 450 x 240 | 320 |
| +45° | 280 | 270 x 240 | 250 |
| +60° | 170 | 170 x 125 | 150 |
Технические характеристики
| Режущее полотно | 3660 x 34 x 1,1 мм | ||
| Рекомендуются следующие режущие полотна: | |||
| - для разрезания массивных заготовок | 3/4 | зуба на дюйм | |
| - для труб, профилей большой толщины и массивных заготовок с Ø < 50 мм | 4/6 | зуба на дюйм | |
| - для труб и профилей маленькой толщины | 6/10 | зуба на дюйм | |
| Мощность двигателей | 4 / 0,1/ 0,75 5 кВт | ||
| Скорость резания | 15 ÷ 100 м/мин | ||
| Рекомендуются следующие скорости резания: | |||
| 30 м/мин для легированных сталей с сопротивлением от 80 до 130 кг/кв.мм | |||
| 70 м/мин для углеродистых сталей и легированных сталей с сопротивлением до 80 кг/кв.мм | |||
| Высота рабочего стола | 830 мм | ||
| Габариты | 1870 x 2950 x 1550h мм | ||
| Вес | 1600 кг | ||
Токарный станок с ЧПУ HTC40z

Токарные станки с ЧПУ HTC40z предназначены для автоматической обработки цилиндрических поверхностей, дугообразных, конусных, пазов вращающихся частей, нарезания резьбы с высокой производительностью и точностью. Токарный станок с ЧПУ HTC40z обладает высокой производительностью, точностью и надежностью. Это достигается за счет применения комплектующих и узлов производства ведущих мировых компаний:
- шарико-винтовые пары и направляющие ТНК (Япония);
- шпиндельные и опорные подшипники ШВП - SKF, FAG (Германия), NSK (Япония);
- системы ЧПУ, двигатели, электроника - Siemens (Германия), Mitsubishi, Fanuc (Япония);
- линейные и круговые датчики - Maidenhair (Германия);
- приборы измерения и контроля деталей и инструмента - Renishaw (Англия);
- револьверные головки - Diplomatic (Италия).
За счет такого подхода к формированию комплектации токарного станка с ЧПУ HTC40z достигается высокое качество и надежность по разумной цене.
Особенности конструкции токарного станка с ЧПУ HTC40z.
Токарные центры данной серии разработаны с учетом новых современных технологий. Станки оснащены револьверной головкой фирмы Duplomatic (Италия) с приводным инструментом (ось «С») для проведения операций фрезерования, внецентрового сверления, нарезания резьбы, спирального нарезания резьбы и изготовления шестиугольников, пазов, спирали и пр. Поворот шпинделя позволяет осуществлять различную обработку деталей: отверстие фланца, пересекающиеся отверстия, шпоночные пазы и пр. Особенно станки подходит для токарной обработки валов и дисков со сложной формой и высокой точностью.
Скорость вращения приводного инструмента до 3500 об/мин. Ось «С» может программироваться с минимальной единицей подачи 0,001°. Пиноль задней бабки выдвигается и убирается с помощью системы ЧПУ. Гидравлическое устройство фиксирования обеспечивает высокую точность позиционирования шпинделя.
Технические характеристики токарного станка с ЧПУ HTC40z
| Система ЧПУ | Fanuc 0i-TC или Siemens 802D |
| Диаметр патрона, мм | 250 |
| Угол наклона станины | 45° |
| Максимальный диаметр обработки над станиной, мм | 500 |
| Максимальный диаметр обработки над суппортом, мм | 350 |
| Размеры обрабатываемых дисков, мм | Ø/400х200 |
| Максимальная длина обработки, мм | 750, 1000, 1500 |
| Скорость вращения шпинделя, об/мин | 40-3300 |
| Мощность главного двигателя, кВт | 15/18,5 |
| Конус шпинделя | А2-6 |
| Диаметр отверстия шпинделя, мм | Ø/65 |
| Скорость быстрого перемещения по осям X/Z, м/мин | 8/12 |
| Количество позиций инструмента | 8(12) |
| Количество приводного инструмента | 4(6) |
| Размеры отверстия инструмента, мм | Ø/30/Ø/40 |
| Размеры стандартного инструмента, мм | 20/25 |
| Диаметр пиноли задней бабки, мм | Ø/125 |
| Ход пиноли задней бабки, мм | 150 |
| Конус пиноли задней бабки | МТ5 |
| Точность позиционирования головки инструмента | ±4’’ |
| Повторяемость головки инструмента | ±1,6’’ |
| Индекс точности оси С | 0,0010 (360°) |
| Позиция точности оси С | 36’’ |
| Повторяемость оси С | 18’’ |
| Максимальный диаметр нарезания резьбы, мм | М4,5-М16 |
| Максимальный диаметр фрезерования, мм | 2-20 |
| Максимальный диаметр сверления, мм | 2-20 |
| Точность позиции оси Х, мм | 0,008 |
| Точность позиции оси Z (РМЦ=1000 мм) | 0,015 |
| Повторяемость оси Х, мм | 0,006 |
| Повторяемость оси Z, мм | 0,008 |
| Габаритные размеры (LxWxH), мм |
3630х1960х1980 3880х2005х2236 4260х2020х2100 |
| Масса станка, кг | 8750 9000 9800 |
Стандартная комплектация токарного станка с ЧПУ HTC40z:
- гидравлический патрон
- горизонтальный
- резцедержатель
- задняя бабка
- с гидроприводом пиноли
-система удаления стружки
Дополнительная комплектация токарного станка с ЧПУ HTC40z:
- барфидер (устройство подачи заготовок)
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.