|
|
МЕНЮ
|
Курсовая работа: Размерный анализ сборочной единицы (промежуточного вала редуктора)7.2 Расчет размеров калибров для гладкого цилиндрического соединения В данной курсовой
работе необходимо рассчитать калибр-пробку и калибр-скобу для отверстия Для расчета размеров калибров выберем по [5, с.266…269, табл.1] следующие данные: – смещение поля допуска калибра внутрь поля допуска детали Z (Z1) и a (a1); – допустимый выход размера изношенного калибра за границу поля допуска калибра-пробки Y и калибра-скобы Y1; – допуск на изготовление калибра-пробки H и калибра скобы H1; – допуск на изготовление контркалибра для пробки Hp. Предельные размеры для
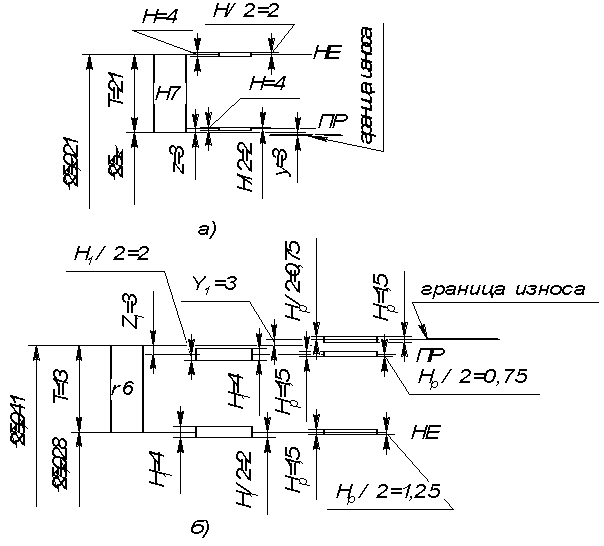
отверстия Dmax = D + ES = 25 + 0,021 = 25,021 мм; Dmin = D + EI = 25 + 0 = 25 мм. По [5, с. 266…269, табл. 1] для IT7 и интервала размеров 18…30 мм находим данные для расчета калибров Z = 0,003 мм; Y = 0,003 мм; a = 0 мм; H = 0,004 мм. Формулы для расчета размеров калибров по [5, с. 270, табл. 2]. Предельные размеры проходного нового калибра-пробки: ПРmax = Dmin + Z + H / 2 = 25 + 0,003 + 0,004 / 2 = 25,005 мм; ПРmin = Dmin + Z – H / 2 = 25 + 0,003 – 0,004 / 2 = 25,001 мм. Исполнительный размер калибра-пробки ПР 25,005–0,004. Наименьший размер изношенного проходного калибра-пробки: ПРизн = Dmin – Y = 25 – 0,003 = 24,997 мм. Когда калибр ПР будет иметь этот размер, его нужно изъять из эксплуатации. Предельные размеры непроходного нового калибра-пробки: НЕmax = Dmax + H / 2 = 25,021 + 0,004 / 2 = 25,023 мм; НЕmin = Dmax – H / 2 = 25,021 – 0,004 / 2 = 25,019 мм. Исполнительный размер калибра-пробки НЕ 25,023–0,004. Предельные размеры для
вала dmax = d + es = 25 + 0,041 = 25,041 мм; dmin = d + ei = 25 + 0,028 = 25,028 мм. По [5, с. 266…269] для IT6 и интервала размеров 18…30 мм
находим данные для расчета калибров a1
= 0 мм; Z1 = 0,003 мм; Y1=0,003 мм; Предельные размеры проходного нового калибра-скобы: ПРmax = dmax – Z1 + H1 / 2 = 25,041 – 0,003 + 0,004 / 2 = 25,040 мм; ПРmin = dmax – Z1 – H1 / 2 = 25,041 – 0,003 – 0,004 / 2 = 25,036 мм. Исполнительный размер калибра-скобы ПР 25,036+0,004. Наибольший размер изношенного проходного калибра-скобы: ПРизн = dmax + Y1 = 25,041 + 0,003 = 25,044 мм. Когда калибр ПР будет иметь этот размер, его нужно изъять из эксплуатации. Предельные размеры непроходного нового калибра-скобы: НЕmax = dmin + H1 / 2 = 25,028 + 0,004 / 2 = 25,030 мм; НЕmin = dmin – H1 / 2 = 25,028 – 0,004 / 2 = 25,026 мм. Исполнительный размер калибра-скобы НЕ 25,026+0,004. Предельные размеры проходного контркалибра: К–ПРmax = dmax – Z1 + Hp / 2 = 25,041 – 0,003 + 0,0015 / 2 = 25,03875 мм; К–ПРmin = dmax – Z1 – Hp / 2 = 25,041 – 0,003 – 0,0015 / 2 = 25,03725 мм. Исполнительный размер контркалибра К–ПР 25,03725–0,0015. Предельные размеры контркалибра для контроля износа: К–Иmax = dmax + Y1 + Hp / 2 = 25,041 + 0,003 + 0,0015 / 2 = 25,04475 мм; К–Иmin = dmax + Y1 – Hp / 2 = 25,041 + 0,003 – 0,0015 / 2 = 25,04325 мм. Исполнительный размер контркалибра К–И 25,04325–0,0015. Предельные размеры непроходного контркалибра: К–НЕmax = dmin + Hp / 2 = 25,028 + 0,0015 / 2 = 25,02875 мм; К–НЕmin = dmin – Hp / 2 = 25,028 – 0,0015 / 2 = 25,02725 мм. Исполнительный размер контркалибра К–НЕ 25,02725–0,0015. Таблица 3.- Расчет размеров калибров
Рисунок 13.- Схемы полей допусков на изготовление калибра-пробки (а) и калибра-скобы (б) 8 КОНТРОЛЬ ТОЧНОСТИ ЗУБЧАТОЙ ШЕСТЕРНИ Контролирую точность
цилиндрической косозубой шестерни со следующими параметрами: mn = 3 мм; z = 18; Контроль бокового зазораБоковой зазор в зубчатой передаче определяется как зазор, обеспечивающий свободный проворот зубчатой шестерни при неподвижной сопрягаемой зубчатой шестерне. С целью обеспечения гарантированного бокового зазора осуществляется дополнительное смещение исходного контура зубонарезного инструмента. Боковой зазор можно контролировать хордовым зубомером путем измерения толщины зуба по постоянной хорде. Определяю номинальную толщину зуба по постоянной хорде [2, с.358, табл.5.29]: Sc = 1,387· mn= 1,387·3= 4,161 мм. Высота до постоянной хорды [2, с.358, табл.5.29]: hc = 0,7476 · mn = 0,7476· 3 = 2,2428 мм. Наименьшее отклонение толщины зуба по постоянной хорде [2, с.346]: Ecs = - 0,070 мм. Допуск на толщину зуба по постоянной хорде при Fr = 0,071 мм [2, с.347, табл.5.23]: Тс = 0,140 мм. Наибольшее отклонение толщины зуба по постоянной хорде:
Таким образом, толщина зуба по постоянной хорде, проставляемая в таблице параметров на рабочем чертеже зубчатого колеса равна:
Контроль кинематической точностиВ условиях крупносерийного производства в контрольный комплекс входят: -
контроль
колебания измерительного межосевого расстояния за один оборот колеса -
контроль
колебания длины общей нормали Определяю допуск на
колебание измерительного межосевого расстояния за один оборот шестерни
Для контроля колебания измерительного межосевого расстояния применяется межосемер МЦМ-300 [5, с.402, табл.5]. Допуск на колебание длины общей нормали для колес 9 степени точности и грубее не нормируется. Контроль плавности работыВ контрольный комплекс входят: -
допуск на местную
кинематическую погрешность -
предельные
отклонения шага зацепления -
допуск на
погрешность профиля Определяем допуски на эти величины [5, с.188, табл.4]:
Для контроля параметров Для контроля параметра Контроль полноты контакта Основным показателем полноты контакта зубьев является суммарное пятно контакта. Относительные размеры суммарного пятна контакта [5, с.199, табл.8]: -
по высоте зубьев -
по длине зубьев Контроль показателей полноты контакта осуществляют на контрольно-обкатном станке при зацеплении с образцовым колесом. ВЫВОДЫВ ходе выполнения курсовой работы получены практические навыки использования действующих стандартов, закреплены теоретические знания по дисциплине «Взаимозаменяемость, стандартизация и технические измерения». Изучена методика назначения посадок гладких цилиндрических, шпоночных, резьбовых соединений. Рассмотрена методика составления и анализа размерных цепей. Изучены принципы выбора измерительных средств универсальных и специальных. Произведено практическое назначение технических требований к деталям сборочной единицы. Рассмотрены параметры, способы и средства контроля зубчатых колес по нормам кинематической точности, плавности работы, бокового зазора, полноты контакта. ПЕРЕЧЕНЬ ССЫЛОК1. Шейнблит А.Е. Курсовое проектирование деталей машин: Учеб. пособие для техникумов. — М.: Высш. шк., 1991. — 432 с. 2. Допуски и посадки: Справочник в 2-х ч. / Под ред. В.Д. Мягкова. — 6-е изд., перераб. и доп. — Л.: Машиностроение. Ленингр. отд-ние, 1983. -Ч. 2.- 448 с. 3. Допуски и посадки: Справочник в 2-х ч. / Под ред. В.Д. Мягкова. — 6-е изд., перераб. и доп. — Л.: Машиностроение. Ленингр. отд-ние, 1982. -Ч. 1.- 543 с. 4. Бейзельман Р.Д., Цыткин Б.В., Перель Л.Я. Подшипники качения. Справочник. Изд. 6-е.- М.: Машиностроение, 1975.- 572 с. 5. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения / А.Н. Виноградов, Ю.А. Воробьев, Л.Н. Воронцов и др. Под ред. А.И. Якушева. — 3-е изд., перераб. и доп. — М.: Машиностроение, 1980. — 527 с. 6. Дунаев П.Ф., Леликов О.П., Варламова Л.П. Допуски и посадки. Обоснование выбора. Учеб. Пособие для студентов машиностроительных вузов.- М.: Высшая школа, 1984.- 112 с. 7. Зябрева Н.Н. и др. Пособие к решению задач по курсу «Взаимозаменяемость, стандартизация и технические измерения». Учеб. пособие для вузов.- М.: «Высш. школа», 1977. — 203 с. 8. Методические указания к курсовому проектированию по курсу «Детали машин». Часть 2. «Комплекс технических требований, предъявляемых к изготовлению зубчатых и червячных колес» / Под общей редакцией Алиферова В.П.- Донецк: ДПИ, 1985.- 36 с. 9. Методичнi вказiвки до виконання курсовоi роботи з дисциплiни «Взаэмозамiннicть, стандартизацiя i технiчнi вимiрювання» (для студентiв напряму «Iнженерна механiка») . Доц. А.П. Гуня, к.т.н. доц. О.В. Лукiчов, к.т.н. доц. ОВ. Деркач. Донецьк ДонНТУ 2005 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||