 |
|
МЕНЮ
|
Курсовая работа: Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
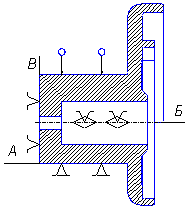
2.4. Вибір схеми базування Вибір схем базування проводимо відповідно з технологічним процесом, що виконується, притримуючись принципів єдності та постійності баз. При виборі теоретичних схем базування керуємося вимогами ГОСТ 21495-76 “Бази та базування в машинобудуванні”, а також ГОСТ 3.11.07-81 “Умовні позначення опор, затисків та установочних пристроїв” В умовах проектування ГАП необхідно вибрати обмежене число установок. Аналіз робочого креслення деталі показує, що обробити поверхню деталі типу “Диск” потрібно при базуванні двома установками. Схеми базування наведені в таблиці 2.4.1. Зведена таблиця схем базування Таблиця 2.4.1
2.5. Вибір металорізальних верстатів До обладнання, які застосовується в ГВК, висувають додаткові вимоги, які гарантують можливість синхронної роботи його з засобами автоматизації допоміжних процесів та можливість отримання інформації, яка необхідна для керування виробничим процесом. До багатоцільових верстатів, які являються основним технологічним обладнанням в ГВК, пред¢являють наступні основні вимоги: - висока напруга електродвигуна приводу головного руху та використання безступеневого регулювання його швидкості широкому діапазоні, які забезпечують необхідні нижню та верхні межи частот обертання шпинделя; - підвищена жорсткість опорних частин верстата; - компоновка вузлів верстата та герметизація робочої зони, які забезпечують вільний відвід стружки та мастильно-охолоджувальної рідини та велику подачу в зону обробки як для різання, так і для змиву стружки; - високі швидкості допоміжних ходів робочих органів, які забезпечують використання новітніх високошвидкісних приводів подач; - низька трудомісткість та мала довготривалість переналадки верстатів; - використання в приводі подач високомоментних електродвигунів постійної напруги з датчиками оборотного зв¢язку в сполученні з кульково-винтовими парами кочення та направляючими, які знижують сили тертя та які підвищують чутливість до малих переміщень; - використання інструментальних магазинів, які забезпечують автоматичну зміну ріжучого інструменту, в циклі роботи верстата, а також різного типу багатопозиційних револьверних головок, які забезпечують швидкозмінність та зручне розміщення інструментального оснащення; - використання механізованих швидкопереналогоджуваних та швидкозмінних пристроїв для базування та закріплення заготовок, що обробляються, в широкому діапазоні розмірів; - використання вбудованих в верстат конвеєрів та контейнером для вилучення стружки; - висока надійність роботи всіх систем та механізмів, яка досягається за рахунок ретельної обробки їх конструкції та високої якості виготовлення; - зручність обслуговування (гарний доступ до робочої зони та органів управління). Виходячи з цього вибираємо 3 однакові моделі станка 2204АМ1Ф4 (станок горизонтальний багатоцільовий свердлильно–фрезерно–розточний з автоматичною зміною заготовок). Вибрані дані та технічні характеристики верстата заносимо в таблицю 2.5.1. Металорізальні верстати для обробки деталі „Диск” Таблиця 2.5.1.
2.6. Розробка маршрутів обробки деталі Маршрут обробки деталі будуємо на основі обраних маршрутів обробки окремих поверхонь з урахуванням типу виробництва та схем базування. Запишемо технологічний маршрут обробки деталі у вигляді послідовності обробки з описом змісту операцій та виконаних ескізів. В структуру маршруту необхідно включити перелік слюсарних, термічних та контрольних операцій. Враховуючи пункти аналізу базового технологічного процесу та маршруту обробки окремих поверхонь будуємо технологічний процес обробки диску та заносимо в таблицю 2.6.1. Маршрут обробки деталі “Диск”Таблиця 2.6.1.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.