 |
|
МЕНЮ
|
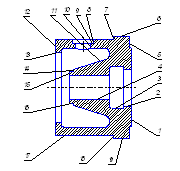
Курсовая работа: Технологический процесс изготовления деталиНасос ЦНМ45 – 160 УХЛЧ состоит из: - вала поз.32 [приложение 1], на котором размещены: втулка поз.2 с подшипником поз.2, гайка круглая поз.55 и поз.33, шайба стопорная поз.54, колесо предвключённое поз. 53, кольцо поз.52, колесо рабочее поз.51, аппарат направляющий поз.12, колесо рабочее поз.50, прокладка поз.5, колесо рабочее поз.49, кольцо поз.48, диск поз.47, кольцо поз.45 и поз.43, втулка поз.41 и поз.36 корпус поз.29; - крышки напорной поз.24, к которой болтами крепятся болтами корпус поз.25, аппарат направляющий поз.19, втулка поз.20. На рабочее колесо поз.51 надет аппарат направляющий поз.12, к которому с помощью штифта поз.13 крепиться секция поз.11. В секцию поз.11 вставлена крышка входная поз.7, на которую надета опора поз.1. Перекачиваемое масло поступает в полость входной крышки поз.7. С помощью предвключённого колеса и набора рабочих колёс масло под давлением поступает в полость крышки напорной поз.24 и выходит через патрубок крышки. 1.3 Анализ служебного назначения детали Деталь – корпус напорный служит для размещения подшипникового узла и уплотнения, создания нужного напора и для уплотнения, создания нужного напора и для присоединения крышки и создания выходного патрубка. Деталь корпус Н20.12.103.01 служит для размещения подшипникового узла и уплотнения вала насоса, размещения крышки и удержание рабочей жидкости под необходимым давлением. Классификация поверхностей корпуса представлена на рисунке 1.1.
Рисунок 1.1 Классификация поверхностей вспомогательные конструкторские базы. Поверхность 1 – данная поверхность контактирует с торцом корпуса поз.25 [приложение 1]. При базировании детали эта поверхность выступают в качестве установочной базы, лишающей её трёх степеней свободы (одного перемещения и двух вращений). Поверхность 2 – данная цилиндрическая поверхность сопрягается с цилиндрической поверхностью корпуса поз.25. Поверхности 1 и 2 определяют положение корпуса поз.25 относительно анализируемого корпуса. Поверхность 4 – данная поверхность сопрягается с торцом фланца втулки поз.20 и определяет положение втулки поз.20 относительно оси корпуса. Поверхности 8, 9 – сопрягаются с поверхностью привариваемого патрубка. Эти поверхности определяют положение патрубка относительно корпуса. Поверхность 13 – данная цилиндрическая поверхность сопрягается с поверхностью секции поз.15. и определяет положение секции относительно корпуса. Поверхность 15 – данная поверхность сопрягается с цилиндрической поверхностью аппарата направляющего поз.19 и определяет его положение относительно корпуса. Поверхность 16 – данная поверхность сопрягается с цилиндрической поверхностью аппарата направляющего поз.19. исполнительные поверхности. Поверхность 10 – предназначена для направления движения масла, выходящего из полости корпуса. Поверхность 11 –эта поверхность предназначена для создания давления при поступлении масла в полость корпуса. Поверхность 19 – является опорной для корпуса. свободные поверхности: 3, 5, 6, 7, 12, 14, 17, 18. 1.4 Условия эксплуатации узла Агрегат электронасосный
АЦНМ 45 – 160 УХЛЧ, работает с рабочей жидкостью температурой от 20 до 70 2. Анализ технических требований на изготовление детали В третьем пункте технических требований оговорен 14 квалитет, т.к. его рекомендуется назначать для несопрягаемых элементов относительно низкой точности, к которым не предъявляется существенных функциональных требований. 14 квалитет предпочтителен для металлических деталей, обработанных резанием [1, с. 288]. Для размера Æ159 принято поле допуска d8, т.к. посадки Н8/d8 применяются для точных соединений, работающих при тяжёлых режимах работы и значительном перепаде температур. Посадка типа Н/d дают легкоподвижные соединения общего применения, которые допускают радиальное перемещение и компенсируют погрешности взаимного расположения трущихся поверхностей вследствие перекоса оси, погрешности формы в осевом и радиальном сечениях [1, с.284]. Для отверстий с Æ295 и Æ160 приняты поля допусков Н7, т.к. они предпочтительны для отверстий с повышенными требованиями к точности и работающих при тяжёлых режимах работы. Посадки Н7/g6 характеризуются минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности, точного направления или при коротких ходах [1, с.284]. Для отверстия Æ185 принято поле допуска f9, т.к. поадки Н9/f9 применяют для подвижных соединений и центрирования при относительно невысоких требованиях к соосности [1, с.284]. Шероховатость поверхностей равная 3,2 мкм по критерию Ra необходима для обеспечения сопряжения деталей по всей поверхности. Шероховатость поверхности равная 6,3 мкм по критерию Ra необходима для плотного сопряжения неподвижных соединений. При ужесточении допусков или уменьшения шероховатости увеличивается стоимость обработки детали, поэтому увеличение точности целесообразно только в случае значительного увеличения долговечности детали, так как это окупает её себестоимость. Также, при слишком гладких сопрягаемых поверхностях может возникнуть явление «схватывания» и возникнет катастрофический износ. В восьмом пункте технических требований указана маркировка детали. Маркировку наносят на необрабатываемую поверхность детали (если это возможно), чтобы не лишать поверхность её функциональных предназначений. Маркировка необходима для того чтобы знать по какому чертежу сделана деталь и из какого материала. 3. Определение типа производства, такта выпуска и партии запуска Для определения типа производства по коэффициенту закрепления операций, на данной стадии необходимо разбить обработку изделия по группам обработки, т.е. на фрезерную, сверлильную и т.д., а затем определить время, затрачиваемое на выполнение каждой группы. Располагая штучно-калькуляционным временем, затраченным на каждую операцию, определяем расчётное количество станков по формуле:
где N – годовая программа, шт.(N = 1000 штук); Тшт – штучное время, мин; Fд – действительный годовой фонд времени, ч (Fд = 2015 ч – для одной смены [2, с.22]); hз.н. – нормативный коэффициент загрузки оборудования (hз.н. = 0,75 [2, с.20]); После расчёта и записи в графы таблицы 3.1 по всем операциям значений Тшт, mр устанавливаем принятое число рабочих мест Р, округляя до ближайшего целого числа полученное значение mр. Далее по каждой операции
вычисляем значение фактического коэффициента загрузки рабочего места по
формуле, Количество операций,
выполняемых на рабочем месте, определяется по формуле Таблица 3.1
Определяем Кз.о. по формуле:
Согласно ГОСТ 14.004 – 74 при 10 < Кз.о. £ 20 тип производства будет среднесерийным [3, с.28]. Определяем такт выпуска детали:
где Fд = 2015; N = 1000. Находим:
Объём производственной партии вычисляется по формуле:
где а – периодичность запуска в днях, (а = 12 [2, с.23]); N – годовая программа, шт. Вычисляем:
Расчётное число смен на обработку партии деталей на участке равно:
где
Округляем расчётное число
смен до принятого Определяем число деталей в партии:
где 476 – действительный фонд времени работы оборудования в смену, мин; 0,8 – нормативный коэффициент загрузки станков в серийном производстве.
Описание типа производства и организационной формы работы. Серийное производство является основным типом современного машиностроительного производства, и предприятиями этого типа выпускается в настоящее время 75 – 80 % всей продукции машиностроения страны. По всем технологическим и производственным характеристикам серийное производство занимает промежуточное положение между единичным и массовым производством. Объём выпуска предприятий серийного типа колеблется от десятков и сотен до тысяч регулярно повторяющихся изделий. Используется универсальное и специализированное и частично специальное оборудование. Широко используются станки с ЧПУ, обрабатывающие центры и находят применение гибкие автоматизированные системы станков с ЧПУ, связанных транспортирующими устройствами и управляемых от ЭВМ. Оборудование расставляется по технологическим группам с учётом направления основных грузопотоков цеха по предметно-замкнутым участкам. Однако одновременно используются групповые поточные линии и переменно-поточные автоматические линии. Технологическая оснастка в основном универсальная, однако во многих случаях (особенно в крупносерийном производстве) создаётся высокопроизводительная специальная оснастка; при этом целесообразность её создания должна быть предварительно обоснованна технико-экономическим расчётом. Большое распространение имеет универсально-сборная, переналаживаемая технологическая оснастка, позволяющая существенно повысить коэффициент оснащённости серийного производства. В качестве исходных заготовок используется горячий и холодный прокат, литьё в землю и под давлением, точное литьё, поковки и точные штамповки и прессовки, целесообразность применения которых также обосновывается технико-экономическими расчётами. Требуемая точность достигается как методами автоматического получения размеров, так и методами пробных ходов и промеров с частичным применением разметки. Средняя квалификация рабочих выше, чем в массовом производстве, но ниже, чем в единичном. Наряду с рабочими высокой квалификации, работающими на сложных универсальных станках, и наладчиками используются рабочие-операторы, работающие на настроенных станках. В зависимости от объёма выпуска и особенностей изделий обеспечивается полная взаимозаменяемость, неполная, групповая, взаимозаменяемость сборочных единиц, однако в ряде случаев на сборке применяется компенсация размеров и пригонка по месту. Технологическая документация и техническое нормирование подробно разрабатываются для наиболее сложных и ответственных заготовок при одновременном применении упрощённой документации и опытно-статистического нормирования простейших заготовок. В зависимости от размеров партий выпускаемых изделий, характер технологических процессов серийного производства может изменяться в широких пределах, приближаясь к процессам массового (в крупносерийном) или единичного (в мелкосерийном) типа производства. Правильное определение характера проектируемого технологического процесса и степени его технической оснащённости, наиболее рациональных для данных условий конткретного серийного производства, является очень сложной задачей, требующей от технолога понимания реальной производственной обстановки, ближайших перспектив развития предприятия и умения проводить серьёзные технико-экономические расчёты и анализы [4, с. 25]. |
 ; [2, с.20]
; [2, с.20] ; [2,
с.19]
; [2,
с.19] , [2,
с.23]
, [2,
с.23] смен.
смен. ; [2, с.23]
; [2, с.23] » 48 штук.
» 48 штук.
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.