 |
|
МЕНЮ
|
Курсовая работа: Характеристика сырья для производства керамических строительных изделий
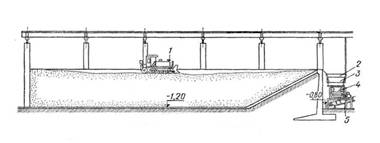
Рис. 15. Глинохранилище с бульдозером: 1 - бульдозер, 2 - бункер, 3 - глинорыхлитель, 4 - ящичный подаватель, 5 – конвейер
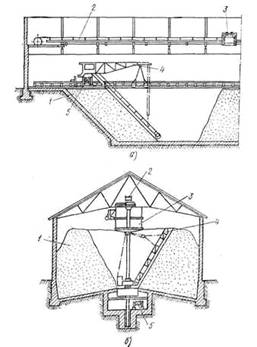
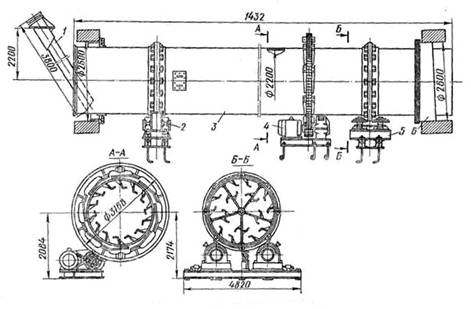
Рис. 16. Стационарные глинохранилища: а —С передвижными мостами и экскаватором, б — с верхним черпанием глины; 1 — глина, 2— конвейер для подачи сырья, 3—- глинообрабатывающая машина, 4 — экскаватор, 5 — конвейер для отбора глины Сушка глины Для сушки глины до состояния, при котором она легко дробится и размалывается, применяют прямоточные сушильные барабаны, Сушильный барабан (рис. 17) представляет собой Цилиндр 3, вращающийся на четырех роликах двух опорных устройств 2, на которые цилиндр опирается насаженными на него бандажами. Барабаны устанавливают с наклоном в сторону выгрузки. Для предупреждения осевого сдвига одно из опорных устройств имеет два упорных ролика. Бандажи упираются на две пары опорных роликов и одну пару упорных роликов 5. Между опорами на корпусе барабана крепят венцовую шестерню, благодаря которой барабан приводится во вращение. Вращение на венцовую шестерню передается от привода 4.
Рис. 17. Сушильный барабан СМ-147А: 1 - питатель, 2 - опорное устройство, 3 - цилиндр барабана, 4 - привод, 5 - упорное устройство, 6 - уплотнитель Материал, подлежащий сушке, поступает во вращающийся барабан через трубчатый питатель 1. Винтовые направляющие лопасти захватывают массу и подают ее к лопастям насадки. Благодаря наклону барабана материал перемещается в сторону выгрузки. Высушенный материал высыпается из барабана через течку. Барабан работает с постоянной температурой входящих газов — 800° С. При изменении влажности материала или ускорении его подачи в барабан режим сушки регулируют увеличением или уменьшением количества поступающих газов. Для избегания конденсации влаги в разгрузочной камере температура отходящих газов не должна падать ниже 90° С. Газы отсасываются из барабана через мультициклон. Чтобы газы и пыль не выбивались из барабана, установлено уплотнительное кольцо. Технические характеристики сушильных барабанов приведены в табл.12.
Таблица 12
Сушильные барабаны работают на твердом, газообразном и Жидком топливе. Топки сушильных барабанов выполняют выносными.
Приготовление шамота Параллельно с основными процессами производства изделий для облицовки фасадов на заводе изготовляют шамот. Глину со склада подают в камневыделительные вальцы и затем в смеситель, где она увлажняется и (перемешивается до 15— 16% влажности, а затем поступает на брикетирование.
Рис. 18. Пресс-вальцы: 1 — станина, 2, 4— формующие валки со сферическими углублениями, 3 — загрузочная воронка На некоторых заводах брикеты формуют на ленточных прессах из пластичной глиняной массы с минимальной влажностью, при которой обеспечивается их формуемость. Такие брикеты изготовляют (в форме прямоугольного параллелепипеда массой 7—12 кг. В последние годы для брикетирования глины используют пресс-вальцы (рис. 18). Они состоят из двух одинаковых вращающихся навстречу друг другу валков 2 я 4. На внешней стороне валков имеются сферические углубления диаметром 85—ПО мм. Эти валки установлены таким образом, что при их вращении отверстия сопрягаются и падающая в них глина превращается в брикет в форме сплюснутого шара. Прочность спрессованного брикета — 5—7 кГ/см2, масса — 0,7—1 кг.
Техническая характеристика пресс-вальцов · Производительность, т/ч........................ 26 · Размер брикетов, мм............................... 64X80 · Ширина валков, мм . ....................... 440 · Диаметр валков, мм.................................. 850 · Количество ячеек в валке, шт. ....................... 120 · Угловая скорость валков, об/мин ....................... 6,6 · Мощность электродвигателя, квт ... 20 · Габаритные размеры, мм: · длина ....................... 3545 · ширина ....................... 2533 · высота ....................... 1610 · Масса, т ....................... 7,9 Отпрессованные брикеты диаметром 100—120 мм попадают в очистительный барабан (беличье колесо) диаметром 900 мм, вращающийся со скоростью 60 об/мин. Здесь плотные брикеты очищаются от заусенцев, а слабые разбиваются и возвращаются на повторное брикетирование. Плотные очищенные брикеты поступают в шахтную или вращающуюся печь для обжига.
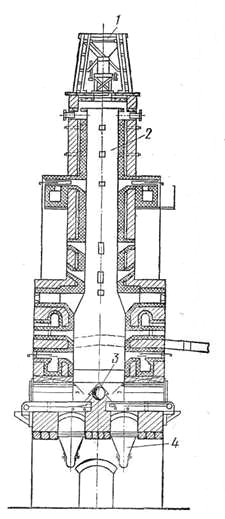
Шахтные печи для шамота Шахтные печи для шамота конструкции института Гипростройматериалы (рис. 19) имеют эллипсовидное сечение. Они выложены из огнеупорного кирпича, а для придания печи прочности вокруг нее делается металлический каркас. Чтобы предупредить подсос наружного воздуха через кладку печи, ее заключают в металлический кожух. Шахтные печи работают на генераторном или природном газе. Газ подводится в зону горения через боковые окна, расположенные по периметру печи. В верхней части печи установлены дополнительные горелки, которые обеспечивают подсушку и исключают слипание брикетов.
Рис. 19. Шахтная печь: 1 — загрузочное устройство, 2 — шахта. 5 — патрубок для отсоса дымовых газов, 4 — механизм выгрузки Загружают брикеты в шахтную печь загрузочным устройством 1, которое оборудовано шлюзовым затвором. Затвор предотвращает подсос воздуха в печь. При подъеме верхнего затвора брикеты из верхнего бункера опускаются в нижний — течку и отсюда в шахту 2 печи. Отсос дымовых газов осуществляют через патрубок 3. Выгружают обожженный шамот автоматическим выгружателем 4 системы Антонова. Выгружатель представляет собой установку, состоящую из трех пар ступенеобразных кареток, приводимых в возвратно-поступательное движение с помощью кривошипных механизмов и системы передачи от электродвигателя. По мере выгрузки обожженного шамота загруженные брикеты постепенно опускаются вниз, проходя последовательно зоны подсушки, подогрева, обжига и охлаждения. Производительность шахтных печей 60—70 т/сутки. Вращающиеся печи для обжига шамота работают следующим образом. Глина со склада подается в глинорезку (стругач) и отсюда по транспортерной ленте поступает через течку во вращающуюся печь. Продвигаясь по печи, глина подвергается обжигу при температуре, близкой к спеканию. Обожженная глина из печи подается в холодильник, в котором охлаждается до температуры 150—180° С. Затем шамот поступает на пластинчатый транспортер, подающий его в вертикальный элеватор, и далее по течке направляется в расходный бункер или склад. Вращающиеся печи для обжига глины на шамот, как правило, работают на твердом пылеугольном топливе. Горелки и форсунки располагаются в рабочем объеме печей. Для дробления обожженного шамота применяют щековые дробилки.
Обработка сырьевых материалов Глину, поступающую в производство, подвергают первичному дроблению в стругачах, камневыделительных и дезинтеграторных вальцах, предназначенных также для одновременного удаления из массы твердых включений. При изготовлении изделий с полусухой подготовкой массы после первичного дробления глину сушат и сухую глину измельчают. Выбор необходимой для этой цели машины определяется свойствами глины (твердостью, влажностью). Для этой цели применяют бегуны сухого помола, корзинчатые дезинтеграторы. Более тонкий помол сухих порошков осуществляют в ротационных и центробежных мельницах. При изготовлении изделий с пластической подготовкой массы глину после первичного дробления проминают в бегунах мокрого помола, глинорастирателях, вальцах тонкого помола. Для получения жидких масс в виде тонкомолотых суспензий (шликера) применяют два метода. В первом случае непластичные материалы измельчают до определенной крупности и затем домалывают совместно с глинистым компонентом. По второму способу непластичные материалы подвергают тонкому помолу и затем смешивают с глинистой суспензией. При этом можно глину распускать в агрегатах непрерывного действия — роторных мельницах, а тонкий помол отощающих материалов проводить в высокопроизводительных струйных мельницах непрерывного помола. Глинистая суспензия подается в бассейны и сюда же дозируют тонкомолотые порошки отощающих материалов. Затем масса перемешивается пропеллерными мешалками и перекачивается в бассейны готового шликера, проходя попутно ситовую очистку и магнитное обогащение
Дробление пластичных сырьевых материалов
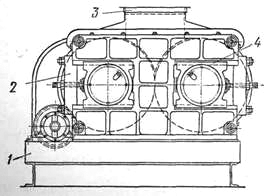
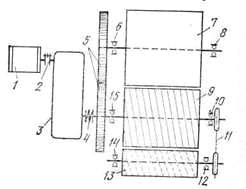
Первичное дробление. Винтовые камневыделительные вальцы служат для дробления рыхлых глин и одновременного выделения из них каменистых включений. Кинематическая схема камневыделительных вальцов СМ-416 приведена на рис. 20.
Рис. 20. Кинематическая схема вальцов: 1 — электродвигатель, 2 — упругая муфта, 3 — редуктор, 4 — уравнительная муфта, 5 — зубчатые колеса, 6, 8, 10, 12, 14 и 15 — подшипники, 7 — гладкий валок, 9 — винтовой валок, 11 — цепная передача, 13—очистной скребок От электродвигателя 1 через редуктор 3 вращение передается зубчатым колесам 5, которые передают вращение гладкому 7 и винтовому 9 валкам; цепная передача 11 —очистному скребку 13. Электродвигатель соединен с редуктором через упругую муфту 2, снабженную предохранительным пальцем, который необходим в случае возможного заклинивания валков при попадании между ними крупных твердых включений. В этом случае предохранительный палец срезается, вращение валков прекращается и этим предотвращается авария машины. Гладкий и винтовой валки устанавливают на пластинах, которые крепят к раме. На конце винтового валка со стороны привода имеется шестерня с зубьями, которые позволяют регулировать зазор между валками по мере их износа за счет передвижения винтового валка. Валки цапфами опираются на подшипники 6, 8, 10 и 15, установленные в корпусах. На валках имеются два очистных скребка: неподвижный, очищающий гладкий валок, и скребок 13, очищающий винтовой валок. На винтовом валке сделана канавка для отбрасывания камней в лоток, расположенный между корпусами подшипников 8— 10 в противоположной стороне от привода. В месте выхода камней устроен шарнирный клапан, который открывается при попадании в лоток камня. Все рабочие органы вальцов закрыты кожухами, в средней части которых сделана приемная воронка, через которую подается глина. Винтовые камневыделительные вальцы снабжаются амперметром, указывающим нагрузку электродвигателя.
Техническая характеристика винтовых камневыделительных вальцов СМ-416А · Производительность, м3/ч............................. 35 · Размеры выделяемых кусков, мм 35—180 · Диаметр валков, мм....................... 400 и 500 · Угловая скорость, об/мин................... 92,7 · Зазоры между валками, мм ... 2 и 12 · Габаритные размеры, мм: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.