 |
|
МЕНЮ
|
Реферат: Эконометрические методы управления качеством и сертификации продукцииПо выражению (8) могут быть проведены конкретные расчеты. Однако оно довольно громоздко. Его можно упростить, используя один замечательный предел из курса математического анализа, а именно:
Сравнивая соотношения (8) и (9), видим, что ПСВУД
= Первая скобка равна 1/n, а вторая согласно соотношению (9) приближается к 0,368 при росте объема выборки. Поэтому получаем простую асимптотическую формулу ПСВУД
Для более сложных планов ПСВУД рассчитывают с помощью более или менее сложных компьютерных программ. При
рассмотрении основ статистического контроля в настоящем пункте расчетные
формулы удалось получить лишь для простейших планов, в основном для планов вида
(n,0). Если ослабить требования и рассчитывать не на точные формулы, а
на асимптотические, при Асимптотическая теория одноступенчатых планов статистического контроля Пусть Х - число дефектных единиц продукции в выборке объема n. Как уже отмечалось, распределение Х является биномиальным и имеет вид Р (Х= k) = Cnk pk (1—p)n - k , где Cnk - число сочетаний из n элементов по k, а p - входной уровень дефектности. Пусть используется одноступенчатый план контроля (n, c). Тогда оперативная характеристика этого плана имеет вид
Пусть
(сходимость по вероятности). Значит, если с/n окажется заметно меньше входного уровня дефектности р, то партии будут почти всегда приниматься, а если с/n окажется заметно больше входного уровня дефектности р, то партии будут почти всегда отклоняться. Ситуация будет нетривиальной только там, где величины с/n и р близки друг к другу. Хотя оперативная характеристика приближается с помощью сумм биномиальных вероятностей, целесообразно найти для нее приближение с помощью теоремы Муавра-Лапласа. Имеем цепочку тождественных преобразований:
Однако справа строит именно то выражение, которое участвует в теореме Муавра-Лапласа. Воспользовавшись равномерной сходимостью в этой теореме, можно записать, что
где
то можно указать альтернативный вариант асимптотического выражения для оперативной характеристики:
Последняя формула позволяет без труда написать асимптотические выражения для приемочного и браковочного уровней дефектности. Действительно, согласно определениям этих понятий
откуда с помощью элементарных преобразований получаем, что
Поскольку
при практическом применении статистического приемочного контроля, как уже
отмечалось, принимают
Из формул (10) следует, в частности, что
Следовательно, оценкой приемочной доли (отношения приемочного числа к объему выборки) является
Из формулы (10) следует, что
Следовательно, из формул (12) и (13) вытекает способ оценивания необходимого объема выборки:
Итак, по формуле (12) можно рассчитать оценку выборочной доли, затем по формуле (14) - объем выборки, после чего, вернувшись к выборочной доле, найти приемочное число. Необходимо отметить, что результаты расчетов по рассматриваемым асимптотическим формулам отнюдь не всегда дают натуральные числа, поэтому необходима корректировка полученных результатов. Рассматриваемые формулы позволяют решить сформулированную выше задачу - по заданным приемочному и браковочному уровням дефектности подобрать такой одноступенчатый план контроля, что его оперативная характеристика f(p) удовлетворяет неравенствам f(pпp)
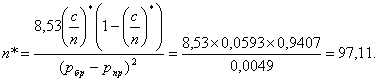
> 1 - Поэтому при практической работе корректировка асимптотических результатов должна быть направлена на выполнение указанных неравенств. Пример. Пусть pпp = 0,02, pбр = 0,09. Тогда по формуле (12) приемочная доля равна
Необходимый объем выборки рассчитывается по формуле (14):
Полученное число не является натуральным, поэтому вполне естественно откорректировать объем выборки до ближайшего целого, т.е. до 97. Тогда
Заменив с на ближайшее натуральное число, получаем в результате асимптотических расчетов одноступенчатый план (97, 6). Некоторые практические вопросы статистического контроля качества продукции и услуг Познакомившись с некоторыми основными понятиями, подходами, и идеями теории статистического контроля качества, обсудим более практические стороны этой технико-экономической области. Анализ и синтез планов контроля. На основе теории статистического контроля можно проанализировать планы контроля качества, имеющиеся в нормативно-технической документации (стандартах, технических условиях) и в договорах на поставку продукции и оказание услуг. Достаточно часто оказывается, что формулировки соответствующих разделов (разделов "Правила приемки", "Методы контроля" и др.) имеют различные недостатки и неточности, что может послужить в дальнейшем причиной к возникновению арбитражных ситуаций (т.е. решаемых через арбитражные или иные суды). Если обсуждаемая система контроля качества выдерживает чисто логическую проверку, то наступает вторая стадия - анализ с точки зрения теории статистического контроля. На этой стадии рассчитывают характеристики применяемых планов контроля. О некоторых из них уже шла речь - приемочный и браковочный уровни дефектности, предел среднего выходного уровня дефектности. Есть и иные показатели, например, средний используемый объем выборки, средняя стоимость контроля, и т.п. Особенно важна прогнозируемая доля арбитражных ситуаций (споров между предприятиями) при используемой системе контроля. На стадии анализа возможны неожиданные "открытия". Например, может оказаться, что существующая система контроля качества, хотя и является формально безупречной, но защищает лишь от партий продукции, в которой более половины единиц продукции дефектно (т.е. для применяемых планов контроля браковочный уровень дефектности больше 0,5). Или что система контроля защищает интересы поставщиков, у которых каждое пятое изделие является бракованным (приемочный уровень дефектности равен 0,2). Замечание. До сих пор постоянно говорилось о контроле единиц и партий продукции. Однако нет никакого принципиального отличия с контролем услуг (медицинских, туристических, транспортных, образовательных, банковских и иных) или документации. Поэтому теория и практика статистического контроля качества продукции дает полезные рекомендации для банковского дела и бухгалтерского аудита. Надо только аккуратно заменить слова, описывающие предметную область применения теории статистического контроля. После анализа ситуации с системой контроля естественно перейти к улучшению этой системы, к обоснованному выбору планов, к этапу синтеза. В зависимости от конкретных условий используются разнообразные подходы к выбору планов. Например, задают приемочный и браковочный уровни дефектности. В случае контроля с разбраковкой естественно использовать ограничения на предел среднего выходного уровня дефектности. Обсудим подробнее оптимизационные постановки в статистическом приемочном контроле. Очевидно, имеется три вида затрат и потерь: - затраты непосредственно на проведение контроля единиц продукции, включенных в выборку, - потери в случае неверного решения о забраковании партии продукции (в которой на самом деле доля дефектной продукции соответствует требованиям нормативно-технической документации): - потери в случае неверного решения о принятии партии продукции (в которой на самом деле доля дефектной продукции не соответствует требованиям нормативно-технической документации). При этом первые два вида затрат непосредственно связаны с деятельностью предприятия, на котором производится продукция, третий вид затрат формируется там, где она потребляется. С этим связана принципиальная сложность подсчета затрат третьего вида. Особенно эта сложность проявляется тогда, когда попадание к потребителю дефектных изделий может привести к авариям с человеческими жертвами. Тогда в очередной раз возникает уже обсуждавшийся вопрос: сколько стоит человеческая жизнь? Только оценив потери здоровья и жизни в денежных единицах, можно сформировать функционал качества плана статистического контроля и затем оптимизировать его. К счастью, для большинства видов продукции вопрос о денежной оценке человеческой жизни не возникает. Проблема обычно "всего лишь" в том, что выпущенная продукция используется разнообразными конечными потребителями, а потому оценить эффект повышения доли ее дефектности затруднительно. Поэтому наряду с функционалом качества, включающим все три вида затрат, рассматривают "условный" функционал на основе затрат первых двух типов, а на вероятность принятия партии продукции, в которой доля дефектной продукции не соответствует требованиям нормативно-технической документации, накладывают ограничение, т.е., грубо говоря, третий вид затрат учитывают в качестве ограничения. Естественно
также по-разному проводить контроль у поставщика (производителя) и потребителя
(заказчика). Пусть для определенности поставщик используют план Одна из распространенных догм состоит в том, что изготовитель и потребитель должны проводить контроль по одним и тем же планам контроля. Если план контроля и входной уровень контроля таков, что ситуация контроля относится к буферной зоне Б, т.е. вероятность приемки партии заметно отличается от 0 и 1, то указанная догма приводит к высокой вероятности спорных ситуаций. Пусть, например, оперативная характеристика равна 0,5. Пусть изготовитель принял партию (с вероятностью 0,5). После этого при независимом контроле у потребителя с той же вероятностью 0,5 она может быть отклонена и с вероятностью 0,5 принята. Значит, общий итог таков: 59% за то, что партия будет забракована у поставщика, 25% - за спорную ситуацию (поставщик принял, потребитель забраковал), 25% - за принятие и поставщиком и потребителем. Конечно, рассмотрен крайний случай - наиболее частое появление спорных ситуаций. Но реальное появление 10-15% арбитражных споров - это типовая ситуация в 1980-е годы. Один из вариантов выбора планов контроля поставщиком и потребителем выглядит так. Стороны договариваются о некотором "приемлемом" входном уровне дефектности р*. Затем поставщик выбирает план контроля, используя р* как браковочный уровень дефектности, а потребитель - рассматривая р* как приемочный уровень дефектности. Подробнее об анализе, синтезе и оптимизации планов статистического контроля рассказано в специальной литературе, в частности, в работах [6,8]. Усеченные планы. Рассмотрим план статистического контроля (60, 3). Пусть при проверке единицы продукции появляются в таком порядке: дефектная, дефектная, дефектная, дефектная,… Четыре дефектные единицы подряд! Надо ли дальше проверять выборку? Исходя из здравого смысла - нет. Ведь совершенно неважно, каковы будут результаты по остальным 59-и единицам продукции, окажутся они годными или дефектными - 4 дефектные единицы уже есть, и партию следует забраковать. Контроль мог бы быть перекрашен и тогда, когда при проверке 60 единиц все 60 окажутся годными - независимо от качества остальных 3 партию надо принимать. Усеченные планы - это планы статистического контроля, в которых контроль разрешается прекращать, если итог (принятие или забракование партии) становится ясен ранее, чем проведен контроль всех включенных в выборку единиц продукции. Усеченные планы применяются, когда единицы продукции поступают на контроль последовательно, одна за другой (или группа за группой). Это не всегда так. Если, например, план (60, 3) применяется для контроля качества электролампочек, и все 63 лампочки ввернуты в гнезда на испытательном стенде и одновременно включены, то подход на основе усеченных планов применить нельзя. Возможность применения усеченных планов должна быть явным образом указана в нормативно-технической документации и в договорах на поставку. Опишем юридический казус, связанный с усеченными планами. В ГОСТе на штангенциркули был предусмотрен план контроля (20,0). Органы Госстандарта проверяли завод "Точнометр" (название изменено). Проверили первый штангенциркуль - дефектен, второй - дефектен,…, десятый - дефектен. На этом комиссия остановилась, вполне резонно (с точки зрения здравого смысла) решив, что партия штангенциркулей должна быть забракована. Органы Госстандарта наложили на завод "Точнометр" штраф за выпуск некачественной продукции (в соответствии с действующим в то время правопорядком). Однако завод опротестовал это решение в суд. И суд удовлетворил протест, ссылаясь на то, что порядок проведения контроля качества штангенциркулей был нарушен! Бракоделы не смогли бы уйти от наказания, если бы в соответствующих документах была бы прописана возможность использования усеченных планов. Выделение единиц бесформенной (жидкой, газообразной) продукции. Во всем предыдущем изложении постоянно встречается термин "единица продукции". Он вполне ясен, если речь идет об отдельных изделиях - дискетах, коробках спичек, патронах, бутылках минеральной воды, электробритвах, или отдельных деталях - болтах, гвоздях, пластмассовых дисках… Совершенно ясно, что многие виды продукции имеют иной вид - газообразный, жидкий или, как говорят, бесформенный (порошкообразный, желеобразный,…). Как быть с ним? В работе [9] предложен подход, позволяющий применить к бесформенной продукции методы статистического контроля качества. Основное - это выделить единицу продукции. Она не должна быть очень малой, поскольку ясно, что в бесформенной продукции свойства вещества в близких точках близки. Основная идея состоит в том, чтобы взять некоторое количество пар точек, отстоящих друг от друга на определенное расстояние, и выяснить, есть связь (т.е. значим ли ранговый коэффициент корреляции Спирмена - см. главу 5) между значениями изучаемого свойства в этих парах точек или нет. Если связь есть, значит, точки разнесены на недостаточное расстояние, другими словами, точки относятся к одной и той же единице продукции. Поэтому расстояние между точками надо увеличить. Если связь уже не обнаруживается, то это значит, что они относятся к разным единицам продукции. В процессе увеличения расстояния тем самым была оценена величина ребра куба, в виде которого условно представляем себе единицу бесформенной продукции. Разбив бесформенную продукцию на единицы, можно применять описанные выше подходы для контроля ее качества (подробнее см. [9]). Отбор случайной выборки при статистическом контроле качества продукции. Как и при любом выборочном обследовании, при статистическом контроле качества продукции остро строит проблема отбора репрезентативной (представительной) выборки (см. главу 2 выше). Эта проблема усугубляется экономической заинтересованностью участников процесса. В соответствии с обсуждениями главы 11 наиболее научно-обоснованным является использование датчиков псевдослучайных чисел. С другой стороны, исходя из экономической и технической целесообразности, популярна схема многоступенчатой выборки. Например, из 15 вагонов отобрать вагон № 5, из него - контейнер №3 около двери (из 12 контейнеров), из контейнера №3 - ящики №№ 7, 15 и 23, а из этих ящиков - каждое пятое изделие. При этом описании составления выборки совершенно ясно, что реально классическая случайная выборка организуется лишь при контроле контейнера №3, и остается только надеяться, что он является типичным для всей партии. Всегда ли нужен контроль качества продукции? Чем выше достигнутый уровень качества, тем больше необходимый объем контроля - таков парадокс классической теории статистического контроля. Возможный выход состоит в переходе к расширению возможностей менеджера при выборе технической политики на основе учета экономических рисков. Перекладывание контроля на потребителя может быть экономически выгодно, если производитель организовал защиту от риска методом пополнения партий или путем развития технического обслуживания. В государственных стандартах, технических условиях, другой нормативно-технической документации, относящейся к потребительским товарам и услугам, различным изделиям, веществам, материалам, иным видам продукции, а также в договорах между поставщиками и потребителями обычно присутствуют разделы "Правила приемки и методы контроля". Поэтому, в частности, методы статистического контроля качества продукции являются важной составной частью статистических методов сертификации, которым посвящена работа [4]. Как уже говорилось, имеется соответствующая вероятностно-статистическая теория, посвященная анализу и синтезу (выбору) планов контроля. Однако эта теория вообще не предусматривает отказа от контроля, поскольку игнорирует возможность перехода на иную стратегию организации взаимоотношений поставщика и потребителя, например, на стратегию технического обслуживания, при которой выходной контроль не проводится, а обнаруженные потребителями дефектные изделия заменяются годными или ремонтируются. Основная обсуждаемая в настоящем пункте идея - обоснование необходимости включения теории статистического приемочного контроля в более широкую технико-экономическую теорию взаимоотношений поставщиков и потребителей и целесообразности перехода при повышении качества продукции от контроля качества к иным способам защиты потребителя, например, к развитому техническому обслуживанию или к поставке запасных единиц продукции. |



 (10)
(10) (11)
(11) (13)
(13) (14)
(14)
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.