|
|
МЕНЮ
|
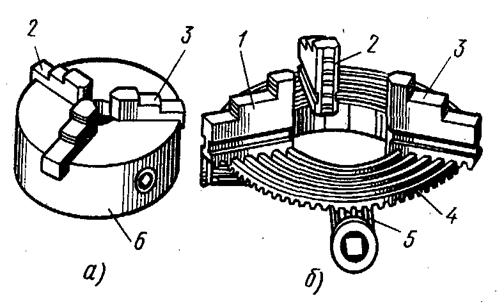
Курсовая работа: Проектирование технологического процесса изготовления детали "втулка"Наиболее широко применяют трехкулачковый самоцентрирующий патрон. Рисунок
6 - трехкулачковый самоцентрирующий патрон. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса б патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки. Кулачковые патроны могут оснащаться механизированным приводом тяговым или встроенным. Патроны с тяговым приводом имеют зажимные элементы, связанные цельными или пустотелыми тягами с пневмо- или гидроцилиндром.
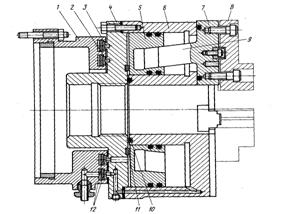
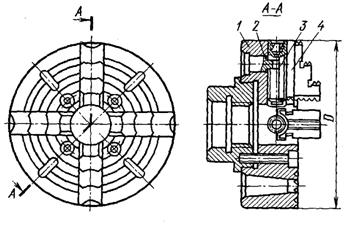
Рисунок 7 - Патроны с тяговым приводом. Патрон с встроенным приводом имеет встроенный пневмоцилиндр 6 с поршнем 5 и крепится к станку фланцем 1. Резиновое кольцо 11 смягчает удары поршня о фланец 4. Уплотнительные кольца 10 и 12 обеспечивают герметичность пневмопривода. Ползуны 7 (с зажимными кулачками 8) имеют выступы 9, которые входят в пазы поршня 5. Угол наклона пазов 40°30’, что обеспечивает условия самоторможения. При подаче воздуха по каналам 2 и З в левую или правую полость цилиндра ползуны 7 перемещаются от центра патрона или к его центру и через кулачки 8 разжимают или зажимают заготовку. Четырехкулачковый патрон с независимым перемещением кулачков состоит из корпуса 1, в котором выполнены четыре паза, в каждом пазу смонтирован кулачок 4 с винтом 3, используемым для независимого перемещения кулачков по пазам в радиальном направлении. От осевого смещения винт З удерживается сухарем 2. При повороте кулачков на 1800 патрон может применяться для крепления заготовок по внутренней поверхности. На передней поверхности патрона нанесены концентричные круговые риски (расстояние между рисками 10—15 мм), с помощью которых кулачки выставляются на одинаковом расстоянии от центра патрона.
Рисунок 8 - Четырехкулачковый патрон Заключение В результате выполнения КП по Технологии машиностроения был разработан технологический процесс механической обработки детали «Втулка», который включает в себя: операции токарной обработки, сверление, шлифование. На наиболее точную поверхность осуществлен расчет межоперационных припусков, в результате выполненного расчета спроектирована заготовка для данной детали. На часть операций механической обработки определены режимы резания путем аналитического расчета, а на остальные – назначены по общим машиностроительным нормативам. Проведенно технологическое нормирование операции механической обработки. В конструкторской части курсового проекта рассмотрено устройство и принцип работы установочного приспособления ,мерительного инструмента, режущего инструмента для токарной операции. В приложении курсового проекта представлен комплект технологической документации, который включает в себя: 1) комплект технологической документации (технологический процесс механической обработки детали «Втулка»); 2) графическая часть (чертеж детали, технологической наладки, режущего инструмента). Литература 1. Маталин А.А. Основы технологии машиностроения. , М. 1986г. 2. Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения. Минск. «Высшая школа» 1975г. 288с. с ил. 3. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. Изд. 3-е, перераб. и доп., М, Машиностроение 1977г. 288с. с ил. 4. Гелин Ф.Д. Металлические материалы справ. – Мн.: Высш. шк., 1987. – 368с. 5. Дёмина Л.Н. Шадрина Е.Л. Методические указания и справочные материалы по выполнению курсового проекта. Воронеж. ВГК ПТЭиС, 2008г. Приложения
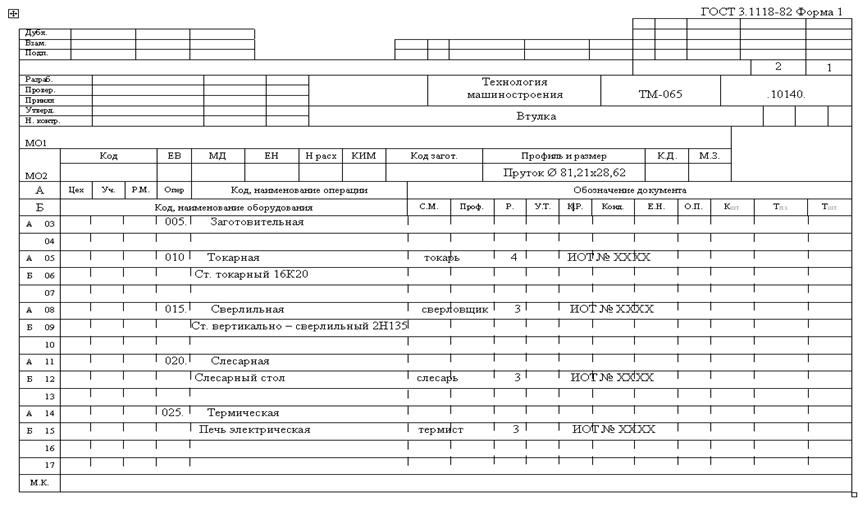
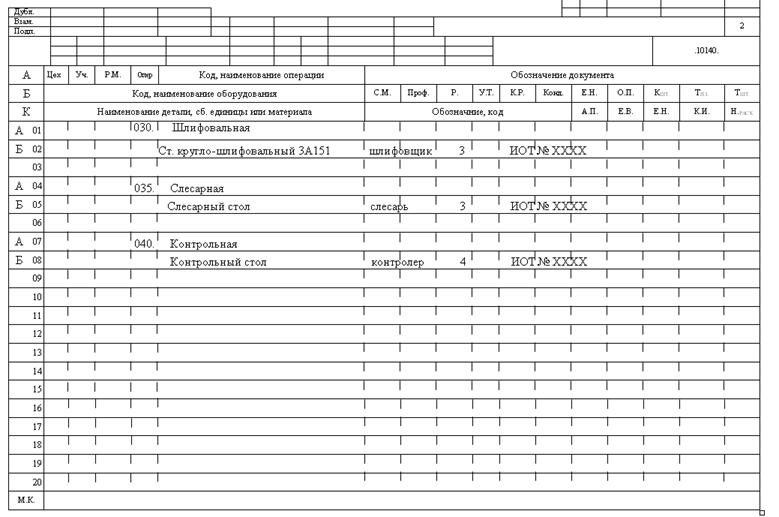
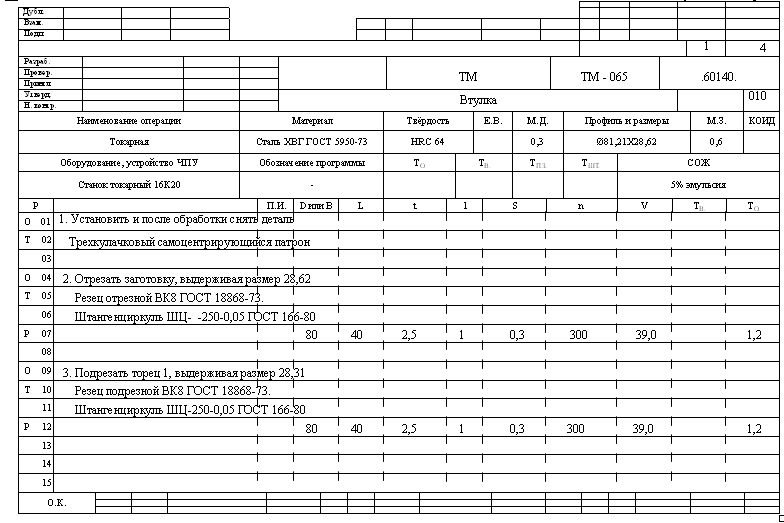
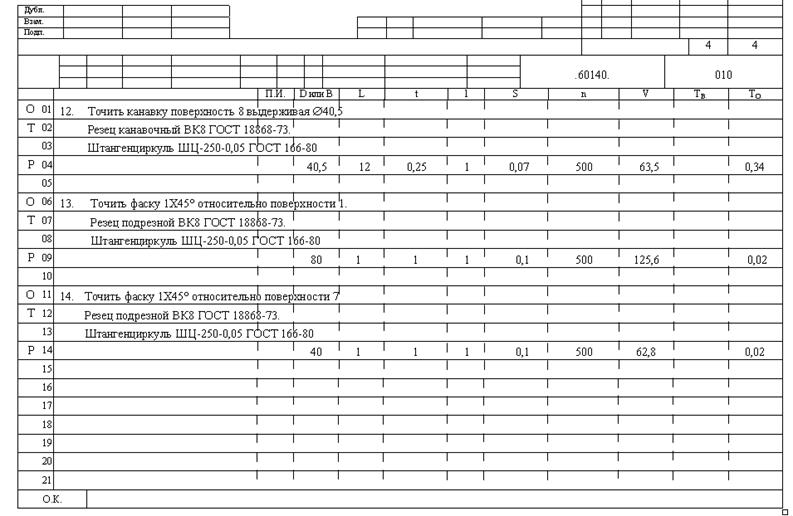
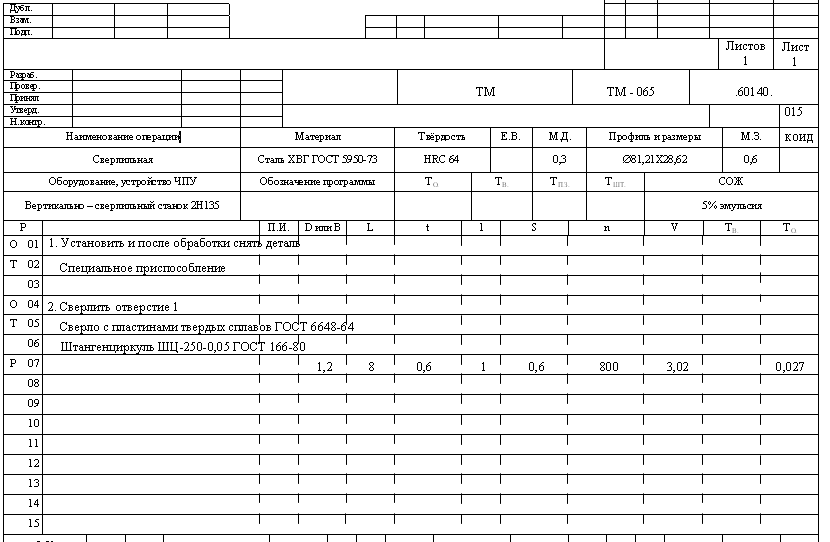
Технологический процесс изготовления детали «втулка»
ГОСТ 3.1418-82 Форма 2а
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||