Курсовая работа: Расчет технологической детали "Втулка"
Определим штучно-калькуляционное время:

Определяем технологическую себестоимость
операций:
где: Спз – приведенные затраты
на рабочем месте, коп/час;

где:  –
основная и дополнительная заработная плата, а также начисления на соцстрах
оператору и наладчику за физический час работы обслуживаемых машин, коп/час; –
основная и дополнительная заработная плата, а также начисления на соцстрах
оператору и наладчику за физический час работы обслуживаемых машин, коп/час;
 – коэффициент многостаночности, принимаемый по
фактическому состоянию на рассматриваемом участке; – коэффициент многостаночности, принимаемый по
фактическому состоянию на рассматриваемом участке;
 – часовые затраты по эксплуатации рабочего места,
коп/час; – часовые затраты по эксплуатации рабочего места,
коп/час;
 – нормативный коэффициент экономической эффективности
капитальных вложений: для машиностроения – нормативный коэффициент экономической эффективности
капитальных вложений: для машиностроения  ; ;
 – удельные часовые капитальные вложения в станок,
коп/час; – удельные часовые капитальные вложения в станок,
коп/час;
 – удельные часовые капитальные вложения в здание,
коп/час. – удельные часовые капитальные вложения в здание,
коп/час.

где:  –
принятое число станков на операции. –
принятое число станков на операции.



где:  –
производственная площадь, занимаемая станком, с учетом проходов, м2; –
производственная площадь, занимаемая станком, с учетом проходов, м2;
 – производственная площадь, занимаемая станком, м2; – производственная площадь, занимаемая станком, м2;
 – коэффициент, учитывающий дополнительную
производственную площадь (на проходы, проезды и др.). – коэффициент, учитывающий дополнительную
производственную площадь (на проходы, проезды и др.).



Определение полной себестоимости заготовки
из проката:

Экономический эффект изготовления
заготовки:

Таблица 11 Сравнительная таблица для
выбора заготовки
| Вид заготовки |
Масса заготовки
Q, кг
|
КИМ |
Себестоимость изготовления, руб |
Экономический эффект (по отношению к прокату), руб |
| Прокат |
16,34 |
0,29 |
2,86 |
‑ |
| Штамповка на ГКМ |
7,54 |
0,62 |
2,5 |
5760 |
Вывод: проанализировав два варианта
метода получения заготовки, принимаем штамповку на ГКМ, так как этот метод
более эффективен с экономической точки зрения.
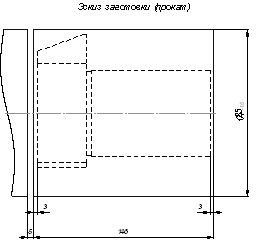
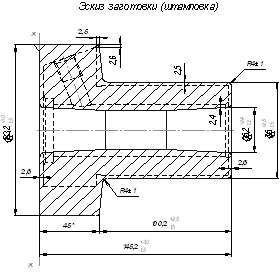
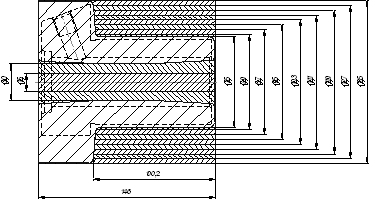
Рис. 1
6. Расчет припусков на заготовку
Исходная заготовка – штамповка на ГКМ.
Масса исходной заготовки 7,54кг. Расчёт припусков на механическую обработку
будем вести для поверхности диаметром Ø70d10 . Технологический маршрут обработки
поверхности Ø70d10 . Технологический маршрут обработки
поверхности Ø70d10 состоит
из однократного точения и однократного шлифования. состоит
из однократного точения и однократного шлифования.
Таблица 12
| Технологический переход |
Элементы припуска, мкм |
Расчетный припуск
2Zmin мкм
|
Расчетный мини-
мальный размер
dmin, мм
|
Допуск на изготовление
Тd, мкм
|
Принятые размеры по переходам, мм |
Полученные предельные припуски, мм |
|
Rz
|
h |
ΔΣ
|
e |
dmax
|
dmin
|
2Zmax
|
2Zmin
|
| Исходная заготовка |
150 |
250 |
1203 |
— |
— |
73,52 |
4000 |
77,52 |
73,52 |
— |
— |
Точение
|
30 |
30 |
72,2 |
600 |
2·1744 |
70,04 |
300 |
70,34 |
70,04 |
7,18 |
3,48 |
| Шлифование |
— |
— |
— |
— |
2·132 |
69,78 |
120 |
69,90 |
69,78 |
0,44 |
0,26 |
|
|
|
|
|
|
|
|
|
|

|
7,62 |
3,74 |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
|
