 |
|
МЕНЮ
|
Учебное пособие: Технологии машиностроения8. ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ Технологическая операция ― это законченная часть технологического процесса, выполняемая на одном рабочем месте (ГОСТ 3.1109―82). При обработке на станках операция включает все действия рабочего, управляющего станком, а также автоматические движения станка, осуществляемые в процессе обработки заготовки до момента снятия ее со станка и перехода к обработке другой заготовки [9]. После составления маршрута обработки приступают к детальной проработке каждой технологической операции. Содержание операции часто определяется количеством переходов, которые могут быть выполнены на выбранном типе станка, при этом стремятся добиться сокращения трудоемкости, повышения производительности и экономичности. Начинают с построения схемы. Для массового производства предпочтительны многоинструментальные операции с параллельной или параллельно-последовательной обработкой поверхностей, с непрерывной или раздельной загрузкой заготовок, обеспечивающие наивысшую производительность за счет многократного взаимного перекрытия основного и вспомогательного времени. В то же время значительная концентрация операций (значительное увеличение числа переходов) с использованием большого количества инструментов в наладке, может привести к снижению общей производительности за счет простоев, связанных с частой заменой и подналадкой инструментов. В массовом производстве на содержание операции оказывает влияние длительность ее выполнения, которая должна быть равна или кратна такту. Для серийного производства чаще проектируют одноместные, одно- и многоинструментальные операции с последовательной обработкой поверхностей. В условиях единичного и мелкосерийного производства тяжелого машиностроения тенденция к проектированию высококонцентрированных операций связана со значительными потерями времени, возникающими при частых перестановках (и выверках) крупногабаритных заготовок со станка на станок. Кроме изложенного на степень концентрации оказывают влияние: конструкция заготовки, взаимное расположение обрабатываемых поверхностей, величина промежуточных припусков, конструкции применяемых инструментов и другие факторы. Низкая жесткость заготовки, например, может служить причиной отказа от параллельной обработки. Обработку с высокими требованиями к точности и чистоте поверхностей часто выделяют в самостоятельную отделочную (финишную) операцию, выполняемую на станках повышенной точности. Формальными показателями количественной характеристики схем построения операций служат коэффициенты совмещения основного (КС.О) и оперативного (КС.ОП) времени [9, с. 262], значения которых определяют при техническом нормировании всей операции. Построив схему, подбирают режущий инструмент и режимы обработки, необходимые для эффективного выполнения операции на выбранной модели станка. Инструмент должен обеспечить: наибольшую производительность, требуемую точность и шероховатость поверхности, а также обеспечить целесообразное использование технических возможностей оборудования. Алмазы и минераллокерамические твердые сплавы обеспечивают наивысшую производительность при окончательной, отделочной обработке. Титано-вольфрамовые твердые сплавы применяют при обработке сталей на сравнительно спокойных режимах резания. При обработке сталей с толчками, с вибрациями и обработке чугуна лучшие результаты дают вольфрамовые сплавы. Быстрорежущие и инструментальные стали используют для изготовления фасонного инструмента и в тех случаях, когда из-за малой мощности или скорости станка невозможно использовать свойства твердых сплавов. В случаях невозможности или низкой эффективности использования стандартного инструмента изготавливают специальный, который, как правило, обходится дороже. Для принятого вида инструмента и, в первую очередь, для многоинструментальной обработки составляют план-схему размещения инструментов в инструментальных блоках, в шпинделях и револьверных головках, в суппортах и т.д. Затем выполняют расчет таких режимов резания, которые должны обеспечить согласованную работу всех инструментов. Проектирование операций завершают разработкой схемы контроля и выбором необходимых контрольно-измерительных средств; каждая технологическая операция должна выполняться с соблюдением, специально составленной или утвержденной ранее, инструкции по охране труда (ИОТ). Для практики студентам достаточно подробно разработать одну-две технологические операции. Мотивации или подробное обоснование всех принятых решений следует изложить в пояснительной записке текстом, а схему установки заготовки (см. рис.4) и порядок выполнения технологических переходов с обозначением обрабатываемых поверхностей и выдерживаемых размеров, представить отдельным рисунком (или эскизом). Пример 6. Для технологического маршрута обработки детали (см. пример 5) спроектировать операцию 05 ― подобрать производительный и эффективный вариант предварительной токарной обработки всех наружных поверхностей заготовки и рациональный способ расточки отверстия в ступице для последующего нарезания шлиц. Эффективность построения таких операций маршрута (см. пример 5), как 10 ― шлицепротяжная, 25 ― зубофрезерная, 30 ― зубозакругляющая очевидны. Больший интерес представляет операция 05 ― токарная, на которой согласно технологическому маршруту (см.табл.5) следует предварительно обточить все поверхности заготовки, а отверстия в ступице - обработать еще и окончательно. Предварительную
обработку поверхностей с оставлением небольших припусков (по 0,3 мм на сторону)
для чистовой, целесообразно выполнить точением. При этом будут легко достигнуты
точность размеров, соответствующая 12 квалитету, и шероховатость поверхностей в
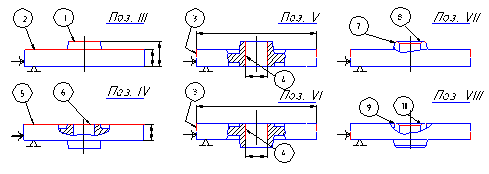
пределах С учетом серийности производства деталей операции можно выполнять на универсальном токарно-винторезном станке мод. 16К20 в два установа с последовательной обработкой каждой наружной поверхности соответствующим инструментом (резцом) и попеременной установкой в пиноль задней бабки зенкеров для предварительной и окончательной обработки отверстия. Можно обрабатывать заготовки на токарно-револьверном станке мод. 1К341 в два установа с параллельно-последовательной обработкой отдельных поверхностей. Такие станки широко используются на предприятиях с серийным выпуском продукции. В техпроцесс для выполнения этой операции включен восьмишпиндельный вертикальный токарный полуавтомат мод. 1К282, который из-за высокой производительности чаще применяют в крупносерийном производстве. Этот станок позволяет вести обработку одновременно на шести позициях (первая и вторая позиции загрузочные),сразу большим числом различных инструментов. Вычертим технологические эскизы с выделением обрабатываемых поверхностей и указанием опор и технологичкских зажимных устройств. Операция включает 12 переходов. На позиции I заготовка устанавливается в патрон, базируясь на необработанные поверхности 3 и 5. Переходы 1 и 2, подрезка торца ступицы 1 и торца венца 2 проходными резцами осуществляется на позиции III (рис. 4). Переходы 3 и 4 ― точение наружной поверхности венца 3 проходным резцом и предварительное зенкерование отверстия в ступице 4 производят на позиции V. На позиции VII снимаются фаски 7 и 8 фасонными резцами ― переходы 5 и 6. Далее с позиции I следует перестановка заготовки в патрон на позицию II с базированием по обработанным поверхностям 2 и 3. Переходы 7 и 8 ( подрезка торца венца 5 и торца ступицы 6 проходными резцами) выполняют на позиции IV. Переходы 9 и 10 (обработка по наружной поверхности венца 3 проходным резцом и чистовое зенкерование отверстия 4) производят на позиции VI. На позиции VIII снимаются наружная 9 и внутренняя 10 фаски на другом торце ступицы ― переходы 11 и 12. Обработка за один установ базового торца колеса и чистовое зенкерование отверстия в ступице позволяют обеспечить перпендикулярность между плоскостью торца и осью отверстия. При данной схеме обработки многократно взаимно перекрывается основное время. Вспомогательное время, связанное с установкой, закреплением, откреплением и перестановкой заготовок, полностью исключается, так как перекрывается временем обработки. Таким образом, имеет место высококонцентрированная операция с параллельно-последовательной обработкой всех поверхностей.
Целесообразность построения операции 05 в таком варианте следует подтвердить экономическими расчетами после назначения режимов резания и технического нормирования. В заключение на стандартных технологических картах и в соответствии с правилами ЕСТД составляют подробное операционное описание, которое вместе с маршрутным подшивается в пояснительную записку в виде приложения (см. приложение 1). Припуском называют слой материала, удаляемый в процессе механической обработки в целях достижения заданных точности и качества обрабатываемой поверхности детали. Чертежи исходных заготовок отличаются от чертежей готовых деталей тем, что на всех обрабатываемых поверхностях предусматриваются припуски, изменяющие их размеры, а иногда и форму. Промежуточным припуском называют слой, снимаемый при выполнении данного (i-го) технологического перехода механической обработки (или одной операции). Общим припуском называют сумму промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности. Его определяют как разность размеров заготовки и готовой детали. Величиной общего и
промежуточных (операционных) припусков на обработку во многом определяется
рентабельность техпроцесса. Преувеличенные припуски
влекут за собой перерасход материала, необходимость в дополнительных переходах
(рабочих ходах) Уменьшенные припуски усложняют достижение заданной точности размеров и качества обработки поверхностей, а при определенных условиях являются причиной появления брака. Прогрессивный
расчетно-аналитический способ позволяет определить припуски для конкретных
условий обработки [5, с. 59-92; 9, с.243-255; 10, с.173-197 и др.]. Величиной
минимального припуска, рассчитанного по этому способу , учитывается
необходимость удаления шероховатости (Rzi-1), дефектного слоя (hi-1) и пространственных отклонений
заготовки, (
Максимальные припуски для
каждого перехода по этому методу (
С учетом значений Расчетно-аналитическим методом следует воспользоваться для расчета припусков на одну из наиболее ответственных поверхностей детали (отверстие или вал). На остальные поверхности, как указывалось в разделе 3, припуски следует назначить по таблицам [10,15], т.е. воспользоваться опытно-статистическим способом. Раздел следует начинать с указаний о том, для обработки каких поверхностей и для выполнения каких операций (переходов) предполагается рассчитать припуски. Далее составляют схему расположения всех промежуточных припусков и допусков (см. рис. 5) и карту расчета припусков на обработку и предельных размеров по технологическим переходам с внесением в нее всех расчетных значений: RZ, h, Δ, ε (см. табл. 6). После определения припусков на все поверхности необходимо уточнить размеры на чертеже заготовки и окончательно рассчитать ее массу. Текст пояснительной записки с определением припусков расчетно-аналитическим способом, с заключительной таблицей и схемой расположения промежуточных припусков и допусков может составлять 2―3 страницы. Пример 7. Рассчитать припуски и промежуточные предельные размеры для обработки отверстия под шлицы 46Н 11(+0,16) в заготовке детали (см. рис. 1). Согласно принятому маршруту обработки отверстие получают в два перехода – черновым и чистовым зенкерованием. Обработка ведется на операции 05 в два установа с базированием по необработанным, а затем обработанным наружным цилиндрическим поверхностям венца и торцам ( см. рис. 4, поз.V и VI ) Исходные данные. По
чертежу и техническим требованиям к заготовке ( см. рис. 2 ): RZ = 240 мкм , h = 300 мкм , Внесем исходные данные в табл. 6 и рассчитаем величину минимальных припусков, мкм [9]:
для чернового зенкерования
для чистового зенкерования
Таблица 6
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.