 |
|
МЕНЮ
|
Дипломная работа: Плазменное поверхностное упрочнение металлов
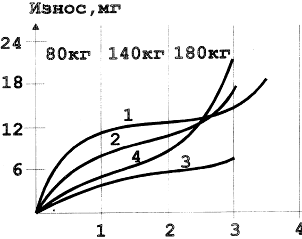
Из таблицы видно, что плазменная закалка снижает износ и коэффициент поения, а также количество циклов до приработки. Это обусловлено морфологическими особенностями упрочненного слоя после плазменной закалки. При плазменном упрочнении с перекрытием дорожек упрочнения происходит уменьшение микротвердости в зоне перекрытия (~ 10-30 %) . Однако, как показали исследования, интенсивного изнашивания в зоне перекрытия не наблюдается, так как эти зоны занимают значительно меньшую площадь, по сравнению с зонами закалки и при их изнашивании проявляется «теневой эффект» [1,9]. При упрочнении с оплавлением поверхности износостойкость упрочненного
слоя снижается (по сравнению с упрочнением без оплавления). Особенностью мартенситной структуры оплавленного слоя является ее столбчатый характер. Дисперсность мартенсита в оплавленной зоне, не смотря на высокие скорости охлаждения, зависит от химического состава стали. Так, для стали 30ХГСА,30ХС,30ХГСН2А, 38Х2МЮА в оплавленной зоне зафиксирован мелкоигольчатый мартенсит, а в стали 20,30,45, 55, 9ХФ, 9ХФМ, 8Н1А, 40ХН -«крупноигольчатый». Кроме того, в структуре оплавленной зоны обнаружено повышенное содержание остаточного аустенита (20-60%). По мнению [1, 9, 10, 13] плазменное упрочнение с оплавлением поверхности наиболее эффективно для деталей, работающих в условиях интенсивного износа, но неиспытывающих значительныхударных и знакопеременных нагрузок. Износостойкость стали 30ХГСА, 9 ХФ, 50ХН, 150 ХНМ после плазменного упрочнения (без оплавления) возрастает в 2,5-4 раза, по сравнению с объемной закалкой при испытаниях по схеме «вращающееся кольцо - неподвижная колодка» на машине трения МИ-1М (9) (в масляно - абразивной среде). Оценка износостойкости конструкционных сталей, прошедших плазменное азотирование из газовой фазы (по различным режимам), показала, что износостойкость сталей 20 возрастает в 1,3-1,5 раза по сравнению с плазменной закалкой и в 3-6 раз по сравнению с объемной закалкой [24] рис. (испытание на машине СМУ-2). Износостойкость нитроцементированного слоя на сталях 20, 45 в условиях сухого трения возрастает по сравнению с объемной ХТО, рис. Дополнительная обработка холодом (кривая 5, рис. 2.58.) снижает содержание остаточного аустенита в нитроцементированном слое и, как следствие этого, увеличивается износостойкость. Сравнительные испытания образцов стали 45, 40Х на износостойкость при различных способах упрочнения показали, что плазменная закалка не уступает электронно-лучевой и лазерной закалке, табл. 2.21. Рис. 2.58. Влияние режима плазменного легирования на износостойкость стали 45. 1- исходное состояние 2- объемная ХТО /нитроцементирование/ 3- плазменная нитроцементация из газовой фазы 4- плазменная нитроцементация из твердойй фазы 5 - плазменная нитроцементация из твердой фазы + обработка холодом. Из всех видов изнашивания, встречающегося в промышленности, наиболее часто проявляется абразивный износ. Согласно [55-61] детали машин и инструменты, эксплуатирующиеся в различных условиях работы, наиболее часто испытывают абразивный износ (до 60-70 %). Абразивное изнашивание наиболее часто вызывает разрушение поверхности детали в результате ее взаимодействия с твердыми частицам. К твердым частицам! относятся: [60] - неподвижно закрепленные твердые зерна, входящие в контакт по касательной, либо под небольшим углом атаки к поверхности детали; - незакрепленные частицы, входящие в контакт с поверхностью детали; - свободные частицы в зазоре сопряжения детали; - свободные частицы, вовлекаемые в поток жидкостью или газом. Испытание на абразивное изнашивание проводят по двум схемам взаимодействия поверхности материала с абразивом: при трении и при ударе об абразивную поверхность [58-60]. Методики испытаний, оборудование подробно изложены в работах [55-60], поэтому нет необходимости их описания, остановимся на результатах испытаний. В качестве критерия оценки износостойкости упрочненных материалов использовалась относительная износостойкость, которая выражается отношением износа эталона к износу (линейному, весовому или объемному) исследуемого образца. Самый простой способ оценки относительной износостойкости материалов – взвешивание образцов до и после испытания на абразивное изнашивание. Табл.2.21. Сравнительные испытания на износостойкость пар трения шарик-цилиндрический образец
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.