 |
|
МЕНЮ
|
Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделийЗадача. Дана выборка из 20 осей, для которых контролировался наружный диаметр. Причем наружный диаметр контролировался на всех трех ключевых операциях, обеспечивающих точность детали (токарная обработка, предварительное и окончательное шлифование). 1.Токарная обработка Контролируется ось Ø 27+0,08. Находим верхний и нижний пределы поля допуска. dmin=27 мм, dmax = 27,08 мм Результаты измерений представлены в таблице.
Находим среднее арифметическое данной выборки по формуле:
хi – номер детали в выборке, n – объем выборки
Далее выбираем меру рассеяния, чтобы определить, как тесно группируются отдельные значения вокруг среднего арифметического. Простейшей мерой рассеяния является размах(R) - это разность между наибольшим и наименьшим значениями ряда наблюдений.
R = 27,08 – 27 = 0,08 мм Затем строим гистограмму, представляющую собой метод представления данных, сгруппированных по частоте попадания в определенный (заранее установленный) интервал. При крайней простоте построения гистограмма дает много аналитической информации о разбросе качества средних значений различных параметров, точности и стабильности протекания технологического процесса, точности работы станков и оборудования. Далее разбиваем диапазон распределения наружного диаметра оси на равные интервалы. Исходя из полученного значения размаха, выбираем 4 интервала по 0,02мм каждый, строим таблицу.
Строим гистограмму распределения значений. Рис.9 Гистограмма распределения значений наружного диаметра оси Результаты проделанных расчетов вносим в таблицу.
Исходя из полученных результатов, рассчитываем суммарное поле рассеяния (ω), коэффициенты точности обработки (Кт) и точности настройки (Кн). |
 , где
, где 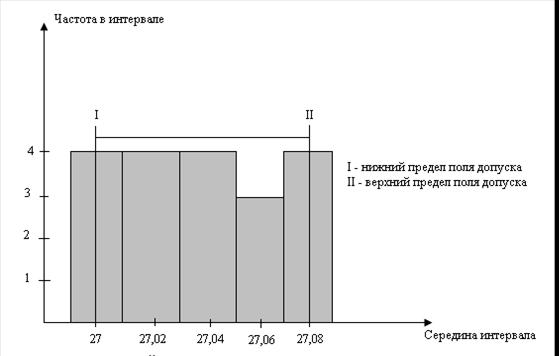
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.