 |
|
МЕНЮ
|
Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
k – коэффициент, определяемый законом распределения (k = 6 для нормального закона).
ω – суммарное поле рассеяния.
∆ - координата середины поля допуска
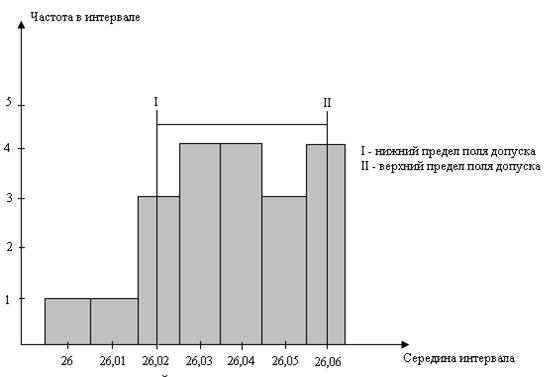
Исходя из полученных коэффициентов, находим суммарный процент вероятного брака Q. Q ≈ 27 % 2. Предварительное шлифование Контролируется ось Ø dmin=26,02 мм, dmax = 26,06 мм Результаты измерений представлены в таблице.
Находим среднее арифметическое данной выборки (х):
Находим размах (R): R = 26,06 – 26 = 0,06 мм Затем строим гистограмму, представляющую собой метод представления данных, сгруппированных по частоте попадания в определенный (заранее установленный) интервал. Далее разбиваем диапазон распределения наружного диаметра оси на равные интервалы. Исходя из полученного значения размаха, выбираем 6 интервалов по 0,01мм каждый, строим таблицу.
Строим гистограмму распределения значений. Рис.10 Гистограмма распределения значений наружного диаметра оси Результаты проделанных расчетов вносим в таблицу.
Исходя из полученных результатов, рассчитываем суммарное поле рассеяния (ω), коэффициенты точности обработки (Кт) и точности настройки (Кн). |
 где
где где
где
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.