|
|
МЕНЮ
|
Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
k – коэффициент, определяемый законом распределения (k = 6 для нормального закона).
ω – суммарное поле рассеяния.
∆ - координата середины поля допуска
Исходя из полученных коэффициентов, находим суммарный процент вероятного брака Q. Q ≈ 53 % 3. Окончательное шлифование Контролируется оси Ø dmin=26,035мм, dmax = 26,048 мм Результаты измерений представлены в таблице.
Находим среднее арифметическое данной выборки (х):
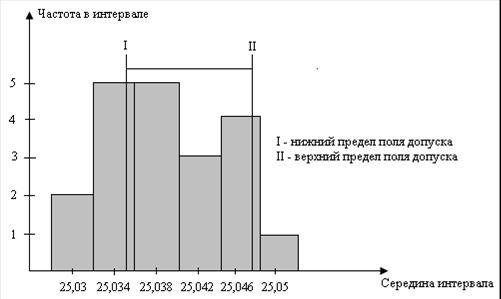
Находим размах (R): R = 25,05 – 25,03 = 0,02 мм Затем строим гистограмму, представляющую собой метод представления данных, сгруппированных по частоте попадания в определенный (заранее установленный) интервал. Далее разбиваем диапазон распределения наружного диаметра оси на равные интервалы. Исходя из полученного значения размаха, выбираем 5 интервалов по 0,004мм каждый, строим таблицу.
Строим гистограмму распределения значений. Рис.11 Гистограмма распределения значений наружного диаметра оси Результаты проделанных расчетов вносим в таблицу.
Исходя из полученных результатов, рассчитываем суммарное поле рассеяния (ω), коэффициенты точности обработки (Кт) и точности настройки (Кн).
k – коэффициент, определяемый законом распределения (k = 6 для нормального закона).
ω – суммарное поле рассеяния.
∆ - координата середины поля допуска
Исходя из полученных коэффициентов, находим суммарный процент вероятного брака Q. Q ≈ 37 Заключение Анализ рассчитанных статистических характеристик, графиков и существующей системы контроля позволили сделать следующие выводы: 1.Некоторые операции (токарная обработка (вероятный процент брака Q=27%), предварительное (вероятный процент брака Q=53%) и окончательное (вероятный процент брака Q=37%) шлифование) не полностью удовлетворяют требованиям точности, и в целом точность технологического процесса обработки оси ниже требуемой. 2.Основной метод обеспечения качества – контроль после обработки, что не обеспечивает своевременной корректировки технологического процесса. 3.Отсутсвует дифференцированный поход к назначению допусков и методике контроля различных параметров, не принимается во внимание существующие корреляционные связи и возможности оборудования. Что же касается точности оборудования, то рассчитанный вероятный процент брака для каждой технологической операции, позволил сделать вывод о том, что применяемое при токарной обработке, предварительном и окончательном шлифовании, оборудование неправильно налажено и следует принять меры по правильной наладке и периодической подналадке применяемого оборудования. Список использованной литературы1. Д.С.Савровский. Обоснование варианта технологического процесса // М.: «МИРЭА», 2006 г. 2. В.В. Павловский, В.И. Васильев, Гутман Т.Н.. Проектирование технологических процессов изготовления деталей и машин // М.: Машиностроение, 2003г. 3. Д.С.Савров. Проектирование технологических процессов // М.: «МИРЭА», 2001 г. 4. Д.С. Савров, Головня Д.Г. Конструкционные материалы и их обработка // М.:Высшая школа, 2007 г. 5. В.Г.Мишин. Управление качеством.- М.: «ЮНИТИ», 2000 г. 6. В.A.Лапидус, А.В. Глазунов, Е.Г.Воинова. Статистическое управление процессами. SPC.Перевод с англ.-// Н.Новгород: АО НИЦ КД, СМС «Приоритет», 2004г. 7. В.Н. Спицнадель. Системы качества (в соответствии с международными стандартами ISO семейства 9000) // Учебное пособие. – СПб.: издательский дом «Бизнес-пресса», 2000 г. |
 где
где где
где

 где
где где
где