 |
|
МЕНЮ
|
Дипломная работа: Проект участка механической обработки детали "Стакан"Lзаг – длина заготовки, мм
где r – радиус вписанной окружности, r = 18 мм;
Определяется масса заготовки:
Коэффициент использования материала определяется по формуле:
Себестоимость заготовки определяется по формуле:
где С – себестоимость тонны, руб.; Sотх – стоимость тонны отходов, руб.
2.1.2 Заготовка из проката круглого сечения
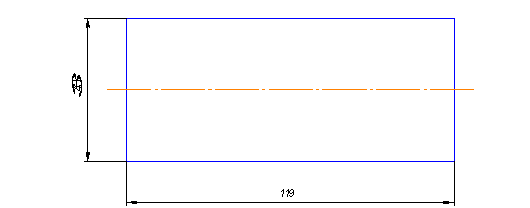
Рисунок 4 – Эскиз заготовки из проката круглого сечения Определяем объем заготовки по формуле:
Определяем массу заготовки по формуле (15):
Определяем коэффициент использования материала по формуле (16):
Определяем себестоимость заготовки по формуле (17):
Таблица 4 – Данные расчета
Коэффициент использования материала проката круглого сечения больше, чем у проката шестигранного сечения, а его себестоимость составляет 41,61 рубля по сравнению с прокатом круглого сечения, стоимость которого 32,59 рубля, поэтому наиболее выгодным методом изготовления заготовки является прокат шестигранного сечения. 2.2 Разработка технологического процесса механической обработки детали 2.2.1 Выбор баз и их обоснование Разрабатываемый технологический процесс должен обеспечить выполнение всех требований рабочего чертежа и технических условий при минимальных затратах труда, средств производства и материалов. Таким образом, при проектировании технологического процесса необходимо руководствоваться техническими и экономическими принципами; техническими- с целью удовлетворения требования чертежа, экономическими- с целью минимизации затрат. Из всех технически возможных вариантов изготовления одного и того же изделия выбирают тот технологический процесс, который обеспечивает наибольший экономический эффект при его реализации в конкретных условиях производства. При разработке планов и методов обработки необходимо обеспечить наиболее рациональный процесс изготовления изделия. В плане указывают последовательность выполнения технологических операций; по каждой операции устанавливают метод обработки, используемое оборудование, приспособление и т.д. Таблица 5 – Выбор баз
* – в соответствии с рисунком 1 Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ;
;
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.