 |
|
МЕНЮ
|
Дипломная работа: Проект участка механической обработки детали "Стакан"* – в соответствии с рисунком 1 2.4 Конструирование заготовки [4] Определяем размеры исходной заготовки для рассматриваемой детали: Наружный диаметр заготовки будет складываться из размера наружной поверхности детали плюс общий припуск на механическую обработку. Таким образом, получим:
где dд – размер детали, мм Z – общий припуск на механическую обработку, мм (см. табл. 9)
Принимаем наружный диаметр заготовки равным ø36 мм По ГОСТ 1855–65 и ГОСТ 2009–55 допускаемые отклонения для сортового проката ±0,3 мм Длина заготовки будет складываться из длины детали и общего припуска на механическую обработку торцовых поверхностей.
где Zот1, Zот2 – общие припуски на механическую обработку торцовых поверхностей, мм (см. табл. 9) Lд – длина детали, мм.
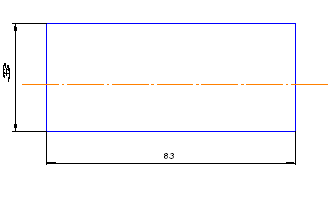
Принимаем длину заготовки равной 83 мм По ГОСТ 1855–65 и ГОСТ 2009–55 допускаемые отклонения для сортового проката – ±0,3 мм
Рисунок 5 – Эскиз заготовки 2.5 Расчет режимов резания [3] Расчеты режима резания можно определить двумя способами: – расчетно-аналитическим; – табличным. Операция 045 Токарная Исходные данные: Материал детали – Сталь 40Х ГОСТ 4543–71;. Масса детали – 0,13 кг; Мощность станка – 10 кВт; Частота вращения – 12,5 – 1600 об/мин; Продольные подачи – 0,05–2,8 мм/об; Поперечные подачи – 0,025–1,4 мм/об; Режущий инструмент – сверло специальное, зенкер специальный, зенковка специальная, развертка специальная Определяем режимы резания расчетно-аналитическим методом Таблица 10 – Исходные данные на 045 операцию
1 Глубина резания при сверлении:
где D – диаметр сверла, мм Глубина резания при зенкерование, развертывание:
2 Подача:
3 Скорость резания при сверлении:
Скорость резания при зенкерование, развертывание:
Cv1= 7; q1=0,4; y1= 0,7; m1=0,2; T1= 15 мин; Kv= 5,7
Cv= 16,3; q=0,3; х=0,2; y= 0,5; m=0,3; T1= 30 мин; Kv= 5,7
Cv= 10,5; q=0,3; х=0,2; y= 0,65; m=0,4; T1= 25 мин; Kv= 5,7
4 Крутящий момент при сверлении:
Крутящий момент при зенкерование, развертывание:
Cм= 0,0345; q=2; y= 0,8; Kр= 0,75
Cм= 0,09; q=1; х=0,9; y= 0,8; Kр= 0,75
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 |




Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.